軸方向の振れ補正
全振れまたは完全補正システムでは、半径方向と軸方向の振れを測定・補正します。主に生産時に使用される機能で、工具の先端部付近とシャンクの先端部のふたつのポイントをデジタル化して行います。 そして、ユーザーは、デジタル化された結果を使って、A 軸の中心線ではなく、ブランクの中心線に研削を変えることが可能となるのです。
全振れ補正
エンドミルが回転している際、すべての歯が加工部品に沿って全く同じ場所を切削することが、工具の寿命とその効果を高めるには最重要となります。そのため、バッチ全体が許容範囲内に収まるよう、すべての工具を測定し、振れを補正することが可能です。
ドリルとリーマが振れると、穴を大きくしてしまいます。この振れ補正システムを使うことで、これを防ぐことができるのです。下の表は、補正検証結果です。
上の図の表の長さ単位は、mm です
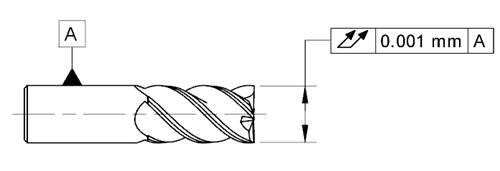 補正によって振れが 1 ミクロン以下になっています
補正によって振れが 1 ミクロン以下になっています
精度はブランクの品質から始まっています。大方の予想とは裏腹に、超硬ブランクは丸くまっていたり、テーパー状になっていたりすることがあります。ブランクのサイズに一切の誤差がないか、しっかり洗浄されているか、挿入部がしっかり面取りされているかの確認が重要です。上の表の精度を実現するには、ブランクの真直度が 0.001mm (0.00004”) 以内、真円度が 0.0005mm (0.00002”) 以内でなければなりません。
生産における振れの問題は、多くの精密工具メーカーにとって悩みの種となっていますが、この新しいシステムがこの悩みを解消し、ユーザーは高い品質の工具を作ることができるのです。つまり、100本目に生産する工具も1本目に生産する工具同様の品質を維持することが可能となるのです。
この新しい工具の振れ測定および補正システムは、現在、オプションとして、最新の ToolRoom のアップデートリリースナンバー RN34.1 でご利用いただけます。このシステムによって、お客様は、コレットやコレットアダプターのセットアップ時間短縮により生産性が向上し、さらに振れによる不良品をゼロにすることで廃棄量を削減することなどのメリットがあります。