Kompensacja bicia osiowego
Bicie całkowite lub pełna kompensacja polegają na pomiarze i kompensacji bicia promieniowego i osiowego oraz są głównie stosowane podczas produkcji i wymagają digitalizacji dwóch punktów, jednego na końcu bliższym narzędzia, drugiego na końcu trzpienia. Dzięki digitalizacji, użytkownik ma możliwość zmiany operacji szlifowania w stosunku do linii środkowej półfabrykatu, zamiast w stosunku do linii środkowej osi A.
Kompensacja bicia całkowitego
Podczas obrotu frezu walcowo-czołowego istotne jest, aby każdy jego ząb skrawał materiał w tym samym punkcie wzdłuż przedmiotu obrabianego, co pozwala zapewnić większą trwałość narzędzia oraz wydajność obróbki. Każde narzędzie w partii może być mierzone i kompensowane pod kątem bicia zapewniając, że cała partia zawiera się w granicach tolerancji.
Bicie wierteł i rozwiertaków powoduje nawiercanie otworów o zbyt dużej średnicy, czego można uniknąć korzystając z funkcji kompensacji bicia. W tabeli poniżej przedstawiono wyniki próby kompensacji.
Wszystkie wartości długości w tabeli są podane w mm
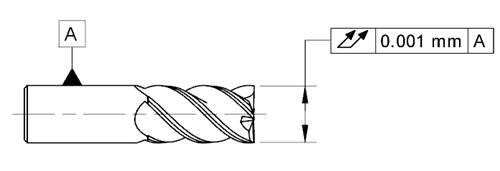 Wynikowe bicie po kompensacji do poniżej 1 mikrona
Wynikowe bicie po kompensacji do poniżej 1 mikrona
Należy zauważyć, że dokładność zależy od jakości półfabrykatu. W przeciwieństwie do powszechnie panującej opinii, półfabrykaty z węglika mogą wykazywać odchylenia od kształtu okrągłego, ugięcia lub kształt stożkowy. Należy upewnić się, że półfabrykaty są sprawdzone pod względem rozmiaru i dokładności, oczyszczone i fazowane na końcu wprowadzanym do szlifierki. Prostoliniowość półfabrykatów powinna zawierać się w zakresie 0,001 mm (0,00004"), natomiast ich okrągłość w zakresie 0,0005 mm (0,00002"), co pozwoli osiągnąć wymaganą dokładność.
Wyzwania produkcyjne związane z biciem to szczególny problem dla wielu producentów narzędzi precyzyjnych. Nowa funkcja pozwala rozwiązać ten problem i daje użytkownikom pewność, która wymagana jest w procesach wytwarzania wysokiej jakości narzędzi zapewniając, że jakość setnego wykonywanego frezu walcowo-czołowego jest taka sama, jak pierwszego.
Nowe operacje pomiaru i kompleksowej kompensacji bicia narzędzi są dostępne jako opcja w najnowszym wydaniu oprogramowania ToolRoom RN34.1. Klienci mogą skorzystać z większej produktywności dzięki ograniczonemu czasowi konfiguracji tulei zaciskowej i adaptera tulei zaciskowej oraz ograniczonej liczbie odpadów, dzięki wyeliminowaniu odrzutów ze względu na bicie.