轴向跳动补偿
总跳动或完全补偿将测量和补偿径向跳动和轴向跳动。他们都在制造过程中进行并探测两个点。一点在刀具顶端,另一点位于刀柄。利用探测结果,用户能够将磨削过程转换到棒料的中心线,而不是A轴的中心线。
总跳动补偿
重要的是当立铣刀旋转时,每个齿在工件的相同位置切削,这样可以延长刀具寿命和确保有效切削。同一批次的每个刀具都可以测量并补偿跳动,保证整个批次都在公差范围内。
钻头和铰刀的跳动会导致孔过大。通过使用跳动补偿可以避免这种情况。下图显示了补偿后的测试结果。
上表中的所有长度值均以毫米为单位
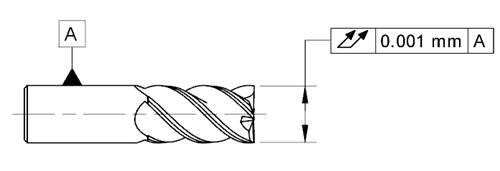 补偿使跳动小于1微米
补偿使跳动小于1微米
需要注意的是,精度控制从棒料的质量就开始了。与普遍的看法相反,硬质合金棒料可能并不圆,可能有弯曲或有一定的锥度。要确保检查棒料的尺寸和精度,清洁度并在插入端加工倒角。棒料的直线度应在0.001mm(0.00004”)以内,圆度应在0.0005mm(0.00002”)以内,以达到上述精度。
对于许多精密刀具制造商来说,跳动带来的困难一直是生产上的痛点。这项新功能解决了这个难题,确保了用户能制造出高品质的刀具——确保您生产的第一百个刀具和第一个刀具的质量一样高。
新的完整刀具跳动测量和补偿操作现在作为ToolRoomRN34.1版本的最新选项。减少了夹头和夹头适配器的调试时间,并减少了因跳动而产生的废品,客户将受益于生产率的大幅提高。