Compensación de desviamiento axial
La desviación total o la compensación completa medirán y compensarán la desviación radial y axial. Esto se utiliza principalmente durante la fabricación y dos puntos son digitalizados. Uno está cerca del extremo de la herramienta y el otro en el extremo del vástago. Con los resultados de la digitalización, los usuarios pueden convertir el rectificado en la línea central de la pieza en blanco en lugar de la línea central del eje A.
Compensación de desviación total
Cuando una fresa está en rotación, es importante que cada diente corte exactamente en el mismo punto a lo largo de la pieza de trabajo para un corte eficiente y una mayor vida útil de la herramienta. Todas las herramientas del lote pueden ser medidas y compensadas para desviación y así garantizar que todo el lote se encuentre dentro de las tolerancias.
La desviación en brocas y escariadores arroja agujeros de gran tamaño. Esto se puede evitar utilizando la compensación de descentramiento. La siguiente tabla muestra los resultados de la prueba de compensación.
Todos los valores de longitud están en mm
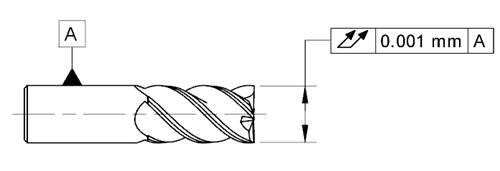 Desviación resultante de la compensación por debajo de 1 micrón
Desviación resultante de la compensación por debajo de 1 micrón
Es importante tener en cuenta que la precisión comienza con la calidad del blanco. Contrariamente a la creencia popular, las piezas en blanco de carburo pueden estar dobladas o ahusadas. Asegúrese de que los blancos sean chequeados por tamaño y precisión, estén limpios y se biselen en el extremo de inserción. Las piezas en blanco deben tener una rectitud de 0,001 mm (0,00004 ”) y una redondez de 0,0005 mm (0,00002”) para lograr la precisión anterior.
Los desafíos de fabricación debidos a la desviación es un problema persistente para muchos fabricantes de herramientas de precisión. Esta nueva característica aborda este problema y brindará a los usuarios la seguridad que necesitan para fabricar herramientas de alta calidad, asegurando que la fresa numero 100 producida sea tan buena como la primera.
La nueva y completa operación de compensación y medición de la desviación de la herramienta ahora está disponible como una opción en la última actualización de la ToolRoom para la versión RN34.1. Los clientes se beneficiarán por el aumento de la productividad debido a la reducción del tiempo en la configuración del adaptador de la pinza y de la pinza misma, así como de la reducción en desperdicio por cero rechazos debido a la desviación.