Compensazione di scentratura assiale
La scentratura totale o la compensazione completa misurano e compensano la scentratura radiale e assiale. Questo sistema è usato principalmente durante la produzione e la digitalizzazione di due punti. Uno è vicino all'estremità dell'utensile e l'altro all'estremità del codolo. Con i risultati della digitalizzazione gli utenti sono in grado di convertire la rettifica alla linea centrale del pezzo grezzo piuttosto che alla linea centrale dell'asse A.
Compensazione di scentratura totale
Quando una fresa a codolo è in rotazione, è importante che ogni dente tagli esattamente nello stesso punto lungo il pezzo per garantire una maggiore durata dell'utensile e un taglio efficiente. Ogni utensile nel lotto può essere misurato e la scentratura compensata per assicurarsi che l'intero lotto rientri nelle tolleranze.
La scentratura nelle punte di foratura e negli alesatori causerà fori sovradimensionati. Questo problema può essere evitato usando la compensazione di scentratura. Il grafico seguente mostra i risultati del test di compensazione.
Tutti i valori di lunghezza indicati nella precedente tabella sono in mm
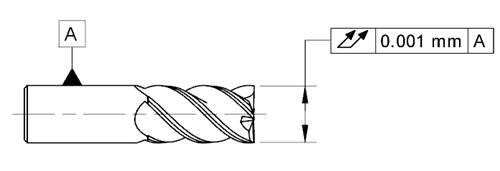 Scentratura risultante dalla compensazione inferiore a 1 Micron
Scentratura risultante dalla compensazione inferiore a 1 Micron
È importante notare che la precisione inizia con la qualità del pezzo grezzo. Contrariamente a quanto si crede, i pezzi grezzi di metallo duro possono essere fuori centro, piegati o rastremati. Assicurarsi che i pezzi grezzi siano controllati per verificarne dimensioni e precisione, puliti e smussati all'estremità di inserimento. Per ottenere la suddetta precisione, i pezzi grezzi dovrebbero avere una linearità compresa entro 0,001 mm (0,00004") e una rotondità di 0,0005 mm (0,00002").
I problemi di produzione dovuti a scentratura sono un problema persistente per molti produttori di utensili di precisione. Questa nuova funzione affronta questo problema dando agli utenti la sicurezza di cui hanno bisogno per produrre utensili di alta qualità - garantendo che la centesima fresa a codolo prodotta è altrettanto buona della prima.
La nuova misurazione e compensazione completa di scentratura degli utensili è ora disponibile come opzione nell'ultima versione aggiornata di ToolRoom RN34.1. I clienti beneficeranno di un aumento della produttività grazie alla riduzione del tempo di impostazione della pinza e dell'adattatore della pinza e di una riduzione degli scarti dovuti all'assenza di scentratura.