Compensation d'une excentricité axiale
Une excentricité totale, ou une correction complète, mesure et compense l'excentricité radiale et axiale. Cette opération est essentiellement utilisée en cours de production et prévoit la numérisation de deux points. Le premier est proche de l'extrémité de l'outil, et le second à l'extrémité de la tige. Les résultats de la numérisation permettent à l'utilisateur de convertir la rectification dans l'axe médian de l'ébauche plutôt que dans la ligne centrale de l'axe A.
Compensation d'une excentricité totale
En vue de prolonger la durée de vie de l'outil et de garantir une coupe efficace avec une fraise à queue en rotation, il est essentiel que chaque dent de l'outil se trouve exactement au même endroit de la pièce. L'excentricité de chaque outil du lot peut être mesurée et compensée afin de garantir que la totalité du lot respecte les tolérances.
Toute excentricité d'un foret ou d'un d'alésoir aboutira à des trous surdimensionnés. Ce défaut peut être évité en corrigeant l'excentricité. Le diagramme ci-dessous indique les résultats du test de correction.
Toutes les longueurs du diagramme ci-dessus sont exprimées en mm
 L'excentricité obtenue après correction est inférieure à 1 micron
L'excentricité obtenue après correction est inférieure à 1 micron
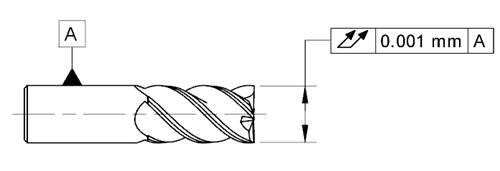
Il est indispensable de souligner que la précision est avant tout liée à la qualité de l'ébauche. Contrairement à ce que l'on croit généralement, les ébauches au carbure peuvent présenter un faux-rond ou être ovalisées. Vérifier la dimension et la précision des ébauches ainsi que leur propreté et le chanfrein de leur extrémité d'insertion. Les ébauches doivent présenter une rectitude de 0,001 mm (0,00004”) maximum, et un arrondi de 0,0005 mm (0,00002”) maximum pour atteindre la précision ci-dessus.
Les problèmes de fabrication liés à l'excentricité sont la hantise de nombreux fabricants d'outils de précision. Cette nouvelle fonctionnalité résout le problème et fournit aux utilisateurs la garantie nécessaire à la production d'outils haute qualité - en leur donnant la certitude que la centième fraise fabriquée présentera une qualité absolument identique à la première.
La nouvelle fonctionnalité de mesure et de correction de l'excentricité est désormais disponible en option avec la dernière version de ToolRoom RN34.1. Les clients bénéficieront ainsi d'une production accrue grâce à un temps de configuration plus rapide de la pince et de son adaptateur, et grâce également à une réduction de leurs déchets grâce à l'élimination des rejets dus à l'excentricité.