액시얼 런아웃 보정
토탈 런아웃 또는 전체 보정은 레이디얼 및 액시얼 런아웃을 측정하고 보정합니다. 이것은 주로 제조 과정에서 사용되며 두 지점이 디지털화됩니다. 하나는 공구 끝 근처에 위치하고 다른 하나는 생크 끝 부분에 위치합니다. 디지털화 결과를 통해 사용자는 A축의 중심선이
토탈 런아웃 보정
엔드밀이 회전할 때, 공구 수명을 늘리고 효율적인 절단을 위해서는 각 톱니가 작업물을 따라 정확히 동일한 지점에서 절단하는 것이 중요합니다. 배치의 모든 툴을 측정하고 런아웃을 보정하여 전체 배치가 허용 오차 내에 있는지 확인할 수 있습니다.
드릴 및 리머의 런아웃은 과대 구멍을 초래합니다. 이는 런아웃 보정을 사용하여 피할 수 있습니다. 아래 차트는 보정 테스트 결과를 보여줍니다.
위 차트의 모든 길이 값은 mm단위입니다
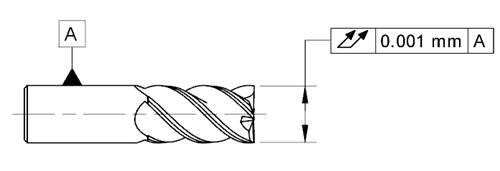
1미크론 미만 보정으로 인한 런아웃 결과
블랭크의 높은 품질이 정확성을 높일 수 있다는 점에 특히 주목하십시오. 보통 사람들이 생각하는 것과는 달리, 카바이드 블랭크는 둥글게 구부러지거나 점점 가늘어질 수 있습니다. 블랭크의 크기와 정확성을 확인하고, 깨끗한지, 삽입 끝에서 챔퍼되었는지 확인해야 합니다. 이상의 정확도를 얻으려면 블랭크의 진직도는 0.001mm (0.00004”), 진원도는 0.0005mm(0.00002”) 이내여야 합니다.
런아웃으로 인한 제조상 문제는 많은 정밀 공구 제조업체에게 지속적인 문제거리였습니다. 이 새로운 기능은 이와 같은 문제를 해결하고 사용자에게 고품질 툴을 제조할 수 있다는 확신을 줄 것입니다. 100번째 생산된 엔드밀 또한 처음 생산된 엔드밀과 똑같이 상급일 것입니다.
이제 RN34.1 출시 최신 ToolRoom 업데이트에서 새로운 완전한 툴 런아웃 측정 및 보정 작업을 옵션으로 사용할 수 있습니다. 고객은 콜릿 및 콜릿 어댑터 설정 시간이 단축되어 생산성이 향상되고, 런아웃으로 인한 불량률은 제로가 되어 스크랩을 감소시킬 수 있습니다.