ニュースレターを発行
2021年3月
ANCA 社の TX と MX マシンでスカイビングカッターのシャープニングが可能に
化石燃料を使う車はもはや歴史の一部になろうとしています。多くの国では化石燃料車の販売終了期限を設けており、フランスでは2040年、英国は2030年、そしてノルウェーは2025年、世界で初めて化石燃料車の販売を終了することを目標としています。環境保護への配慮、そして電気自動車への数十億ドルという投資により、自動車主要メーカーは、従来の内燃機関 (ICE) 搭載車の製造停止を宣言しています。フォルクスワーゲンは、2025年までに全販売台数の 25%を電気自動車にする計画を発表したし、さらにゼネラルモーターズ社は2035年までにガソリン車の製造を中止し、フォードのヨーロッパ部門では、2030年には完全に電気自動車に移行しようと計画しています。
自動車業界を顧客とする切削工具メーカーによって、この業界の電動化は現実的な課題であると共に大きなチャンスでもあります。2017年、切削工具消費量の 11.8%は自動車業界によるものでした。100%電気自動車 (EVs) の機械加工時間は、従来の ICEs よりも約 50% から 75%短縮されると考えられており、ICE 車の生産停止によって切削工具の消費も全体的に減る見込みとなっています。
切削工具の需要減少は、自動車業界に大きく依存している切削工具メーカーにとって、かなりの脅威となります。しかし、それと同時に 電気自動車は多くのチャンスを運んでくれます。それは、多くの最新 電気自動車のトランスミッションに使われているインターナルギヤ用のスカイビングカッターです。
生産されている全ギヤの 45%は、自動車のトランスミッション用です。電気自動車は、ギヤ業界への要求を変えました。エンジンの回転速度が 20,000 rpm と高いということは、つまり効率よく速度を下げるには、より高いギヤ比が必要となります。新しいトランスミッション設計では、遊星ギヤシステムがより多く採用されています。この遊星ギヤユニットの場合、外歯車を削る必要が、これは現在のホブ切りと研削加工で十分対応が可能です。問題なので内歯車です。これまで、内歯車には、形削りやブローチ加工が使われてきましたが、形削り加工には時間がかかり、ブローチ加工は厄介な工具を使わなければなりません。
電気自動車では、効率や騒音が大きな課題となります。そのため、電気自動車用ギヤには、より高い精度とより優れた性能が求められることになります。内歯車の品質は、DIN 10 から DIN 6 に上げる必要があります。これを受けて、ギヤ業界では、電気自動車に必要な内歯車を大量生産するために革新的なプロセスとしてハードスカイビングが注目されています。
電気自動車の 28% から 36%という驚異的な成長率 (グラフ参照) に後押しされて、スカイビング工程で使用されるスカイビングカッターの需要が高まっています。その複雑な形状により、超硬ソリッドスカイビングカッターの製造には、一連の技術とプロセス開発が必要です。2019年に発売された ANCA 社の GCX Linear なら、業界最高水準である DIN AA 品質の超硬ソリッドスカイビングカッター製造用の完全ソリューションを提供します。
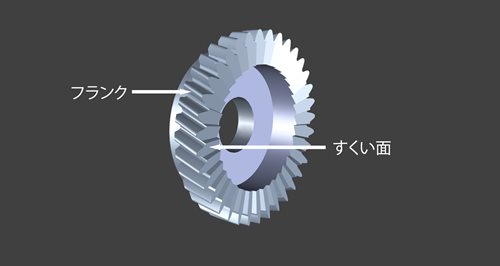
スカイビングカッターは、ピニオンタイプのカッターで、フランクとすくい面で構成されています。フランクができた後の再研磨、もしくは単なる研磨では、すくい面を削り直すだけです。これらの工具は高価で、長く使えるように設計されており、通常、再研磨可能な深さは 6 mm から 10mm となっています。再研磨の際、すくい面はダメージ状況に応じて、毎回 0.3 mm から 0.5 mm ずつ削っていきます。そして、工具の寿命までの間に、30 回から 50 回再研磨を行う場合もあります。つまり、電気自動車の増加傾向に伴い、2024年には数十万というスカイビングカッターが必要になり、100万回以上の研ぎ直しが必要になる計算になるのです。
ANCA 社では、この急成長市場への参入を考えるお客様のため、スカイビングカッターとシェイパーカッターを研ぐことのできる新しいソフトウェアパッケージを発表しました。MX マシン、TX マシンをお持ちのお客様は、ソフトウェアアップデートをお買い上げいただき、標準プローブをルビープローブチップに交換するだけでお使いいただけます。
ToolRoom ソフトウェアパッケージには新しい購入オプション「ピニオンタイプカッター研削」が入っており、段付きと円錐の2種類のすくい面のデジタイズと研磨機能が含まれています。
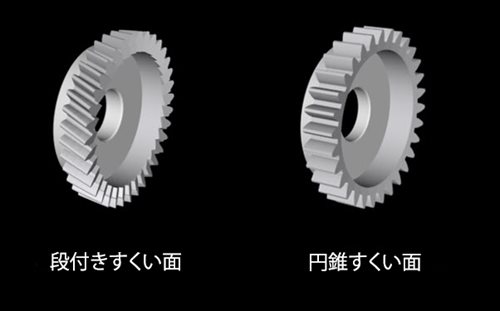
円錐すくい面は、円錐形をした表面の一部で、すくい角、フランクとの交点によって定義され、工具の刃先を形成します。円錐状のすくい面を削るには、工具の先端位置をデジタル化して、さらに 1A1 ホイールを使って円錐状の面を再研磨する作業が必要となります。最初の重研削にはプランジ研削法、そしてその後の再研削にはオシレーション研削法があります。
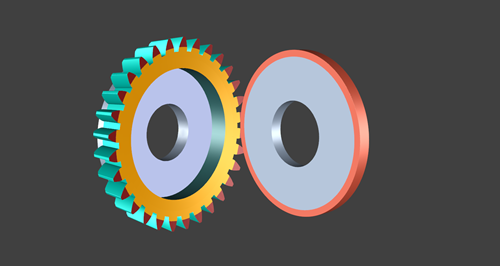 1A1 ホイールで再研磨している円錐すくい面
1A1 ホイールで再研磨している円錐すくい面
段付きすくい面とは、すくい角とリード角で定義される平面を言います。段付きすくい面を再研磨するには、歯の正確な位置を見つけて、それに合わせることが重要となります。ANCA 社のソフトウェアなら、ルビープローブが正しい位置を見つけられるよう、正確な形状を計算します。このプロセスはオートメーション化されているので、特定の位置合わせや手動での作業は不要です。すくい面の研磨は、スピードを重視する 1A1 ホイールか仕上がり具合を重視するカップホイールのいずれかを使い、歯1本ごとに対して行われます。
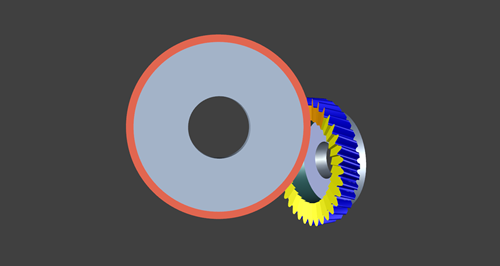 1A1 ホイールを使った段付きすくい面の再研磨
1A1 ホイールを使った段付きすくい面の再研磨
再研磨パッケージは、MX マシンと TX マシンでお使いいただけます。MX マシンは、ハードウェアをほんの少し変更するだけで、最大 105 mm の工具径に対応可能です。TX マシンはさらに有能で、作業範囲も広く、頑丈な作りになっており、最大 240 mm の工具径に対応できます。ハブ型とディスク型のカッターは、固定器具を使えばコレットに取り付けることができます。シャンクタイプのカッターは、コレットに直接固定するか、モールステーパー用のアダプターを使って固定することが可能です。
さらに、このパッケージは、これらの工具を社内で定期的に再研磨したい歯車メーカーにとっても理想的なソリューションとなっています。
19 3月 2021