Sharp-E 뉴스 레터
2021 년 3 월
ANCA의 TX 및 MX 기계에서 스카이빙 절삭기 연마 가능
화석 연료 자동차는 지나간 역사가 될 것입니다. 많은 국가에서 화석 연료 자동차 판매 종료 기한을 정했습니다: 프랑스는 2040년, 영국은 2030년, 노르웨이는 2025년까지로 이들은 화석 연료 판매 종료를 달성하는 세계 최초의 국가가 될 것을 목표로 하고 있습니다. 친환경 이니셔티브의 일환으로 차량 전기화에 수십억 달러가 투자된 이래, 주요 자동차 기업들은 구식 내연 기관 (ICE) 차량 제조를 중단하겠다고 약속하고 있습니다. 폭스바겐은 2025년까지 매출의 25%를 전기 자동차로, 프로그레시브 제너럴 모터스는 2035년까지 가솔린 차량 생산을 중단할 계획이며, 포드(유럽 사업부)는 2030년까지 전적으로 전기 자동차 생산으로 전환할 계획입니다.
자동차 산업에 종사하는 절삭 공구 제조업체에게 해당 산업의 전기화는 실존적 도전이자 혁신적인 기회가 될 것입니다. 2017년 절삭 공구 소비의 11.8%가 자동차 제조에 사용되었습니다. 순수 전기 자동차(EV)의 제작 시간은 기존 ICE에 비해 50~75% 단축할 수 있으며, 그로 인해 ICE 차량의 생산이 중단됨에 따라 전체 절삭 공구 소비는 감소할 것으로 추정됩니다.
절삭 공구에 대한 수요 감소는 특히 자동차 산업에 크게 의존하는 절삭 공구 제조업체에게 상당한 위협으로 다가 옵니다. 반면 동시에 EV는 많은 기회를 제공할 것입니다. 그로 인해 다양한 새로운 EV 변속기에 사용되는 내부 기어에 부합하는 새로운 스카이빙 절삭기는 중요한 역할을 합니다.
모든 기어 생산의 45%는 차량 변속기입니다. EV는 기어 산업에서 필요되던 요구 사항을 바꾸었습니다. 최대 20,000rpm의 높은 엔진 속도는 효율성을 위해 속도를 낮추어야 하고 이는 더 높은 기어비가 필요함을 의미합니다. 유성 기어 시스템은 새로운 변속기 설계에서 더 널리 사용됩니다. 유성 기어 세트에서 외부 기어는 연마가 필요하고, 이는 현재 호빙 및 그라인딩의 생산 공정에서 쉽게 처리할 수 있습니다. 문제는 내부 링 기어에 있습니다. 지금까지 내부 기어는 성형 또는 브로칭으로 생산되었습니다. 성형은 느린 반면 브로칭은 번거로운 툴링으로 작업됩니다.
EV의 경우 소음 방출은 물론이거니와 효율성은 고객에게 훨씬 더 중요하게 작용합니다. EV 용 기어는 더 높은 정밀도와 더 높은 성능이 필요합니다. 내부 기어의 품질은 DIN 10에서 DIN 6으로 향상되어야 합니다. 기어 산업은 하드 스카이빙을 EV에 필요한 수백만 개의 내부 링 기어를 생산하는 혁신적인 프로세스로 보고 있습니다.
EV의 파격적인 28%~36% 성장률(차트 참조)로 인해 스카이빙 공정에 사용되는 스카이빙 절삭기의 수요가 높아지고 있습니다. 복잡한 형상으로 인해 솔리드 초경 스카이빙 절삭기를 생산하려면 일련의 기술과 프로세스 개발이 필요합니다. 2019년에 출시된 ANCA의 GCX Linear는 업계 최고 수준인 DIN AA 품질의 솔리드 초경 스카이빙 절삭기를 제조하기 위한 완벽한 솔루션을 제공합니다.
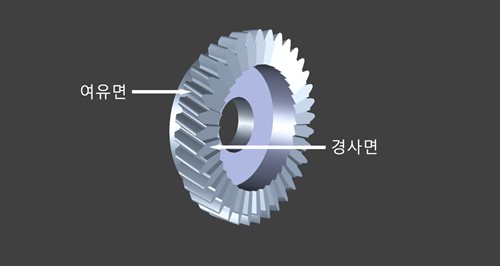
스카이빙 절삭기는 여유면과 경사면으로 구성된 피니언 절삭기로 분류됩니다. 여유면이 생산된 후, 재연마하거나 또는 업계에서 흔히 사용되는 것처럼 단순 연마는 경사면을 다시 연마할 수 있습니다. 이러한 도구는 비용이 많이 들고 일반적으로 재연마 가능 깊이가 6mm에서 10mm로 긴 도구 수명을 갖도록 설계되었습니다. 재연마하는 동안 경사면은 손상 정도에 따라 매번 0.3mm에서 0.5mm 씩 다시 연마됩니다. 공구 수명 동안 30~50번의 재연마가 가능합니다. EV의 성장 추세에 따라 2024년까지 수십만 개의 스카이빙 절삭기가 필요할 수 있으며, 이는 백만 번 이상의 연마에 해당할 것입니다.
ANCA 고객이 빠르게 성장하는 이 시장을 활용할 수 있도록 ANCA는 스카이빙 절삭기와 형상 절삭기를 연마하는 새로운 소프트웨어 패키지를 출시했습니다. MX 및 TX 시스템을 사용하는 고객은 소프트웨어 업데이트를 구입하시고 표준 프로브를 루비 프로브 팁으로 교체하기만 하면 됩니다.
ToolRoom 소프트웨어 패키지의 새로운 구매 옵션인 '피니언 타입 절삭 연마(Pinion type cutter sharpening)'에는 계단형 경사면과 원추형 경사면, 두 가지 경사면 스타일의 디지털화 및 연마 작업이 포함되어 있습니다.

원추형 경사면은 원추형 표면의 일부로 경사각 및 측면과의 교차로 정의되며 공구의 절삭 날을 형성합니다. 원추형 경사면을 연마하려면 공구 위치 끝을 디지털화 한 다음 1A1 휠로 원추형 표면을 다시 연마하는 작업이 필요합니다. 초기 무거운 연삭을 위한 플런지 연삭 방법과 후속 재연삭을 위한 진동 연삭 스타일이 있습니다.
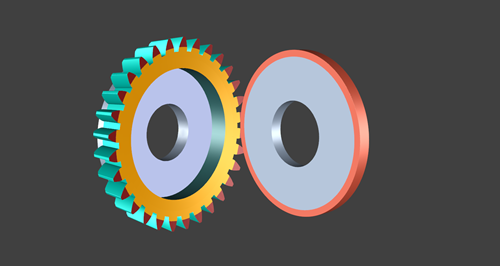 1A1 휠로 원추형 경사면 재연마
1A1 휠로 원추형 경사면 재연마
계단식 경사면은 경사각과 리드각으로 정의되는 평면 표면입니다. 계단식 경사면을 재연마하려면 톱니의 정확한 인덱스 위치를 찾아 정렬하는 것이 중요합니다. ANCA 소프트웨어는 루비 프로브가 올바른 위치를 찾을 수 있도록 올바른 형상을 계산합니다. 프로세스는 자동화되어 있어 특별한 정렬 및 수동 개입이 필요하지 않습니다. 경사면 평면 연마는 속도를 위한 1A1 휠 또는 표면 마감 개선을 위한 컵 휠을 사용하여 한 번에 하나의 톱니에서 이루어집니다.
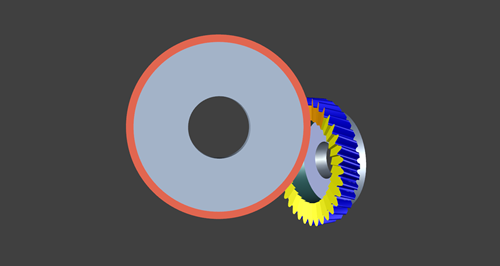 1A1 휠로 계단식 경사면 재연마
1A1 휠로 계단식 경사면 재연마
재연마 패키지는 MX 및 TX 시스템에서 사용할 수 있습니다. 하드웨어 변경을 최소화하여 MX는 최대 105mm의 공구 직경을 수용 할 수 있습니다. TX는 최대 240mm의 공구 직경에 맞도록 더 큰 작업 범위와 더 견고한 구조로 훨씬 더 많은 능력을 발휘합니다. 허브 형 및 디스크 형 절삭기는 고정 장치로 콜릿에 장착할 수 있습니다. 생크 타입 절삭기는 콜릿에 직접 또는 모스 테이퍼 용 어댑터를 사용하여 클램핑 할 수 있습니다.
본 패키지는 이상의 도구를 자체적으로 정기적으로 재연마하려는 기어 제조업체에게도 바람직한 솔루션이 될 것입니다.
19 3월 2021