Lettre d'information "The Sharp-E"
Mars 2021
Affûtage des fraises skiving sur les machines TX et MX d'ANCA
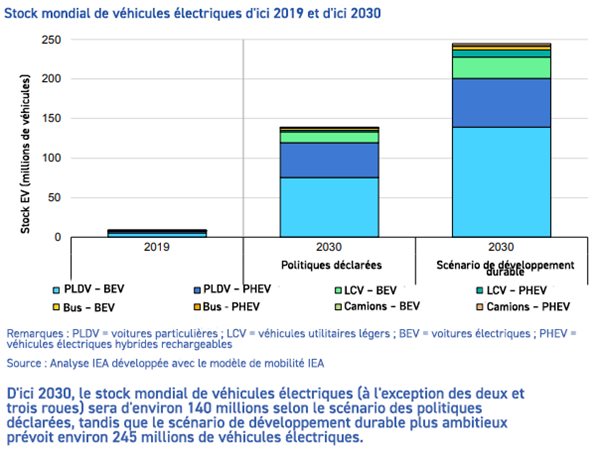
Les voitures thermiques appartiendront bientôt au passé. De nombreux pays ont fixé une date de fin de commercialisation des voitures thermiques : 2040 pour la France, 2030 pour le Royaume-Uni et 2025 pour la Norvège, premier pays à adopter cette mesure dans le monde. En réponse aux initiatives écologiques, et après avoir investi des milliards de dollars dans les voitures électriques, les géants de l'industrie automobile s'engagent à cesser la fabrication des automobiles équipées de moteurs à combustion interne. Volkswagen prévoit que les voitures électriques représenteront 25 % de ses ventes d'ici 2025, Progressive General Motors envisage de cesser sa production de voitures à essence d'ici 2035, et Ford (division Europe) se convertira entièrement aux moteurs électriques d'ici 2030.
Pour les outils de coupe destinés à l'industrie automobile, l'alimentation électrique est à la fois un problème existentiel et une opportunité révolutionnaire. En 2017, 11,8 % de la production d'outils de coupe était destinée au secteur automobile. Le temps d'usinage pour les véhicules électriques (EV) devrait être inférieur de 50-75 % par rapport à celui des modèles thermiques, l'élimination de ces derniers se traduisant ainsi par une baisse générale de consommation des outils de coupe.
La baisse de la demande d'outils de coupe représente une menace tangible, en particulier pour les fabricants dépendant essentiellement de l'industrie automobile, les EV offrant cependant de nombreuses opportunités. Les nouvelles fraises skiving utilisées pour les pièces internes de nombreuses transmissions électriques jouent un rôle important.
45 % de la production de pièces est destinée aux transmissions automobiles. Les EV ont modifié les exigences dans l'industrie des pièces. La haute vitesse du moteur (jusqu'à 20 000 rpm) entraîne un rapport de vitesse supérieur, nécessaire à réduire cette dernière. Les engrenages planétaires dominent à l'intérieur des nouveaux systèmes de transmission. Dans un engrenage planétaire, les pièces extérieures doivent être rectifiées, opération aisément assurée par le processus de production actuel de fonçage et affûtage. Le problème réside dans la couronne dentée interne. Les couronnes dentées internes sont généralement réalisées par façonnage ou brochage, le premier étant lent, tandis que le second exige un outillage encombrant.
Dans le cas des véhicules EV, l'efficacité - et l'émission sonore - sont prioritaires pour les clients. Les engrenages pour EV exigent une précision et une performance majeures. La qualité des pièces internes doit augmenter de DIN 10 à DIN 6, et le secteur considère le hard skiving comme un processus révolutionnaire permettant de produire les millions de couronnes internes nécessaires aux EV.
Avec un taux de croissance sans équivalent de (28 %~36 %) des EV (voir diagramme), la demande de fraises skiving connaît une forte hausse. Du fait de leur géométrie complexe, la production de fraises skiving en carbure monobloc exige plusieurs développements, en termes de technologie et de processus. Commercialisé en 2019, le modèle GCX Linear d'ANCA offre une solution complète pour la fabrication de fraises skiving en carbure monobloc haute qualité - la plus avancée du secteur.
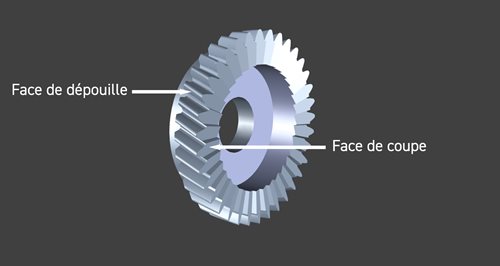
Les fraises skiving sont classés comme outils-pignons et présente une face de coupe et une face de dépouille. Après production des flancs, le réaffûtage - ou simple affûtage - rectifie uniquement la face de coupe. Ces outils sont onéreux et offrent une durée de vie prolongée, généralement de 6 mm à 10 mm de la profondeur réaffûtable. Durant le réaffûtage, la face de coupe est à nouveau rectifiée d'entre 0,3 et 0,5 mm à chaque fois, en fonction du niveau d'endommagement. Il est possible d'effectuer entre 30 et 50 réaffûtages durant le cycle de vie d'un outil. Avec la tendance croissante des EV, le marché pourrait réclamer des centaines de milliers de fraises skiving d'ici 2024, équivalant à plus d'un million d'affûtage.
Afin de permettre à ses clients de pénétrer ce marché en croissance rapide, ANCA propose un nouveau progiciel permettant d'affûter les fraises skiving et outils-pignons. Les clients disposant des machines MX et TX se contenteront de faire l'achat de la mise à jour logicielle et de remplacer le palpeur standard par un palpeur ruby.
À l'intérieur du progiciel ToolRoom, la nouvelle option « Affûtage outils-pignons » permet de numériser et affûter les deux types de faces de coupe : étagées et coniques.
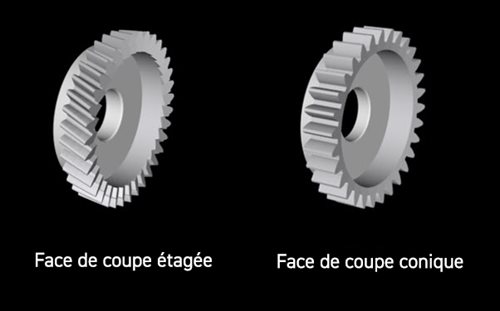
Une face de coupe conique est la partie d'une surface conique définie par un angle d'attaque et une intersection avec le flanc formant l'arête de coupe de l'outil. L'affûtage d'une face de coupe conique exige de numériser l'extrémité de l'outil avant de rectifier la surface conique avec une fraise 1A1. Une méthode de rectification en plongée est prévue pour le meulage intensif initial, et un meulage oscillant permet ensuite d'exécuter les réaffûtages suivants.
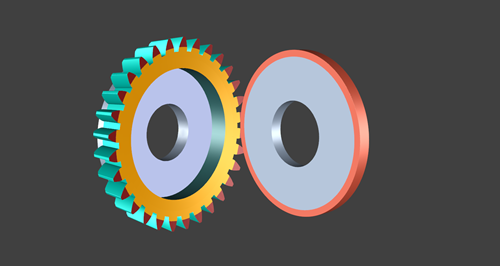 Réaffûtage face de coupe conique avec fraise 1A1
Réaffûtage face de coupe conique avec fraise 1A1
Une face de coupe étagée est une surface plane définie par un angle d'attaque et un angle de dépouille. Pour réaffûter une face de coupe étagée, il est nécessaire d'établir une position d'index précise de l'outil et de l'aligner. Le logiciel ANCA calcule la géométrie correcte en vue de guider le palpeur ruby vers la position correcte. Le processus est automatisé, et aucun alignement ni aucune intervention manuelle ne sont nécessaires. Le réaffûtage de la face de coupe plane s'effectue sur un outil à la fois, avec une fraise 1A1 ou avec une meule boisseau pour un meilleur fini de surface.
 Réaffûtage face de coupe étagée avec fraise 1A1
Réaffûtage face de coupe étagée avec fraise 1A1
Le groupe de réaffûtage est compatible avec les machines MX et TX. Via légère modification du matériel, la machine MX peut accueillir des diamètres d'outils allant jusqu'à 105 mm. La TX offre des capacités encore majeures, avec une enveloppe de travail supérieure et une construction plus robuste pour un diamètre d'outil de 240 mm max. Le type de hub et les fraises disques peuvent être montés sur la pince via raccord. Les organes de coupe à tige peuvent être directement fixés sur la pince, ou via adaptateur pour cône morse.
Le progiciel est également utile aux fabricants d'engrenages désireux de réaffûter régulièrement leurs outils sur place.
19 mars 2021