Der Sharp-E Newsletter
Januar 2017
Zur Produktivitätsverbesserung der ANCA-Maschinen und um die Qualität der hergestellten Werkzeuge zu verbessern, hat ANCA die ToolRoom-Software durch neue Funktionen erweitert. Unsere Kunden können jetzt auf einen Blick die Genauigkeit der Schleifprozesse prüfen, somit einfach entscheiden ob der Prozess reif zur Wiederholung ist und sich sicher sein, dass die Leistung dann auch wiederholbar ist.
‘Upscaling' der Produktion mit höchster Genauigkeit
Bei der Herstellung großer Werkzeugmengen müssen Maschinenprozesse strikt überwacht und gesteuert werden. Dies garantiert, dass die Maschine die beste Leistung liefert; Ausschuss wird reduziert und die Gewinnspanne verbessert. Der Einsatz von ToolRoom-Funktionen zur automatischen Messung von vorgegebenen Grenzwerten und Toleranzen - dem 'Prozessfähigkeitsindex' (Cp, Cpk) - bedeutet, dass Kunden sich auf den geichbleibend korrekten Ablauf der Werkzeugproduktionsprozesse verlassen können.

Die Abbildung oben zeigt das Ergebnis einer Bearbeitung eines Loses mit 100 Werkzeugen. Die Werkzeuge liegen im Bereich +/- 0.002 mm.
Weiterhin kann ToolRoom Cp und Cpk automatisch mit Hilfe der statistischen Prozessüberwachung (SPC) des LaserPlus mit dessen Im-Prozess-Messung und Kompensation berechnen. Als Ergebnis können Kunden große Lose mit gleichbleibend hoher Geanuigkeit des Werkzeugdurchmessers und anderer erforderlicher Geometrien wie Eckradius, Vollradius und Profil bearbeiten.
ToolRoom in Aktion
Die AD-Operation der SPC hat eine integrierte Funktion zur Überwachung enger, durch die Erfordernisse des Kunden bestimmte Toleranzen. Nachstehend ein Beispiel für das LaserPlus GUI, das komplett vom Bediener basierend auf den Grenzwerten und Toleranzen für das jeweilige Werkzeug gesteuert wird.
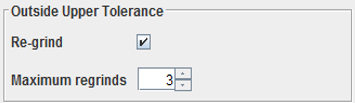
Aber das ist noch nicht alles. Die Wiederholschleif-Option garantiert, dass das gesamte Werkzeuglos innerhalb der angegebenen Obergrenze liegt. Der Bediener bestimmt, wieviele Wiederholschliffe maximal durchgeführt werden. Dies ist praktisch ein Schleif-Dig-Schleif-Prozess.
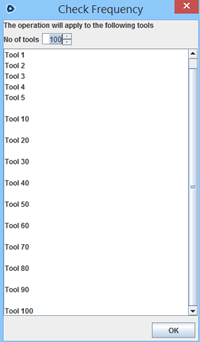
Der Bediener kann das Los zu vorgegebenen Zeitpunkten inspizieren, um sicherzustellen, dass die Produktion nicht komprimiert wird. Die Abbildung unten zeigt die Flexibilität beim Einrichten eines Loses von 100 Werkzeugen. Hier wird jedes 5. Werkzeug inspiziert, dann nur jedes 10. Werkzeug, um Zykluszeit zu sparen und das Los gleichbleibend zu halten.

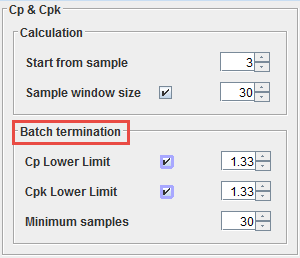
Das Fenster unten zeigt das Anlegen von Cp und Cpk zum Losschleifen. Die Berechnung beginnt mit dem 3. Werkzeug oder mit dem vom Bediener bestimmten, mit der ebenfalls vom Bediener bestimmten Losmenge. Wahlweise kann das Losschleifen abgebrochen werden, wenn Cp oder Cpk unter den bestimmten Wert fallen.
Die Cp- und Cpk-Werte werden auf der Werkzeugschleifseite, der Loadermate-Schleifseite und dem RedaX-Dashboard gezeigt.