Biuletyn Sharp E
Stycznia 2017
Aby pomóc naszym klientom zwiększyć wydajność na swoich maszynach ANCA oraz poprawić jakości narzędzi, które produkują, ANCA wprowadził nowe funkcje oprogramowania ToolRoom. Użytkownik będzie mógł szybko ocenić jakość procesu szlifowania, z łatwością oszacować czy proces nadaje się do dalszej produkcji, będąc pewnym poprawności kolejnych narzędzi.
Elegancja i najwyższa dokładność w produkcji
Produkcja dużej ilości narzędzi wymaga stałego nadzoru i ścisłej kontroli jakości. Takie postępowanie zapewnia najlepsze rezultaty produkcyjne maszyn, redukuje ilość odpadów i poprawek. Zastosowanie funkcji ToolRoom do automatycznego pomiaru określonych limitów lub zakresów tolerancji, nazwaną ‘indeksem wydajności (process capability index – w skrócie Cp oraz Cpk)’ daje użytkownikom pewność, że za każdym razem narzędzia są produkowane w najwydajniejszy sposób.

Wykres przestawiający wyniki produkcji grupy 100 narzędzi. Zakres dokładności rozmiaru w obrębie +/- 0.002mm.
Oprogramowanie ToolRoom może dodatkowo automatycznie obliczyć indeksy wydajności (Cp i Cpk) stosując LaserPlus - statystyczną metodę kontroli (statistical proces control - SPC), opartą na szeregu pomiarów i wyrównań wykonywanych w trakcie szlifowania. Dzięki temu możliwa jest produkcja dużych grup narzędzi z zachowaniem odpowiedniej dokładności średnicy i innych parametrów geometrii narzędzi, takich jak kąt wierzchołkowy, końcówki kuliste i profil.
Przykłady zastosowania ToolRoom
Funkcja kontroli średnicy (SPC) zastosowana w LaserPlus zapewnia kontrolę tolerancji w ramach zdefiniowanych przez użytkownika wymogów. Przykład zastosowania procesu LaserPlus, wyświetlony poniżej na graficznym interfejsie, pokazuje pełną kontrolę użytkownika i zdefiniowane limity tolerancji dla produkowanych narzędzi.
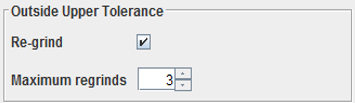
Dodatkowo, aby zapewnić najwyższą możliwą jakość produkcji grup narzędzi w obrębie wysoko postawionych limitów, wprowadzona została opcja ponownego szlifu (regrind). Proces ten obejmuje szlifowanie, doskonalenie szlifu i ponowny szlif, a maksymalny zasięg ingerencji procesu znajduje się pod pełną kontrolą użytkownika.
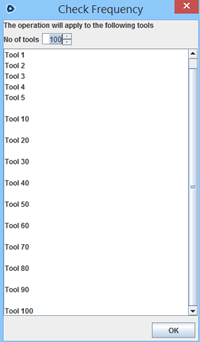
Użytkownik może skontrolować grupę narzędzi zanim zakończy się proces szlifowania, zapewniając w ten sposób najwyższą efektywność produkcji. Przykład zastosowania dowolnie ustawianych prób dla grupy 100 narzędzi został przedstawiony na poniższym diagramie – w tym ustawieniu skontrolowano pierwsze 5 narzędzi, a następnie co dziesiąte narzędzie. Takie ustawienie gwarantuje spójność cyklu produkcji i jakości produktu.

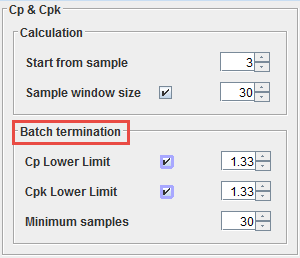
Przykład ustawień Cp i Cpk dla grupy narzędzi, wyświetlony poniżej w oknie dialogowym programu, pokazuje układ prób kontroli – zaczynając od trzeciego narzędzia (lub dowolnie zdefiniowanego przez użytkownika) w obrębie grupy narzędzi (także zdefiniowanej przez użytkownika). Jeśli wartości indeksów Cp lub Cpk przekraczają ustalone wartości, oprogramowanie umożliwia przerwanie produkcji grupy narzędzi.
Wartości indeksów Cp i Cpk wyświetlane są w oknach dialogowych Tool grind i Loadermate gring; widok można uzyskać także poprzez RedaX Dashboard.