Axial runout compensation
Total runout or full compensation will measure and compensate radial and axial runout. This is mainly used while manufacturing and two points are digitised. One is near end of tool and the other at shank end. With the digitising results users are able to convert the grinding to the centreline of the blank rather than the centreline of the A-axis.
Total runout compensation
When an endmill is in rotation it is important that each tooth cuts at the exact same spot along the workpiece for longer tool life and efficient cutting. Every tool in the batch can be measured and compensated for runout to ensure the entire batch is within tolerances.
Runout in drills and reamers will result in oversized holes. This can be avoided by using the runout compensation. The chart below shows the compensation test results.
All length values in above chart are in mm
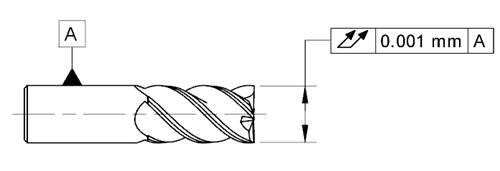 Resultant runout from compensation under 1 Micron
Resultant runout from compensation under 1 Micron
It is important to note that accuracy starts with the quality of blank. Contrary to popular belief, carbide blanks can be out of round bent or tapered. Ensure that the blanks are checked for size and accuracy, cleaned, and chamfered at insertion end. Blanks should be within 0.001mm (0.00004”) in straightness and 0.0005mm (0.00002”) in roundness to achieve the above accuracy.
Manufacturing challenges due to runout is a persistent pain point for many precision tool manufacturers. This new feature addresses this problem and will give users the assurance they need to manufacture high quality tools - ensuring that the hundredth endmill produced will be equally as good as the first.
The new complete tool runout measurement and compensation operation is now available as an option in the latest ToolRoom update for RN34.1 release. Customers will benefit from increase in productivity due to the reduced collet and collet adaptor setup time, and reduced scrap from zero rejections due to runout.