Der Sharp-E Newsletter
Januar 2020
Verständnis der Anwendung und Kenntnis verbreiteter Herausforderungen können dazu beitragen, dass eine komplizierte Operation sowohl produktiv als auch rentabel ist
Der weltweite Markt für Bohrwerkzeuge wurde im Jahr 2016 auf 5,79 Mrd. USD geschätzt und wird im Prognosezeitraum voraussichtlich um 4,75% wachsen und bis 2022* 8,61 Mrd. USD erreichen. Die effiziente und effektive Herstellung von Tieflöchern ist eine herausfordernde Anwendung. Hersteller von Schneidwerkzeugen müssen ihren Kunden ein Produkt mit vorhersehbarer Lebensdauer, präziser Oberflächengüte und Wiederholbarkeit zu einem guten Preis anbieten, um auf dem Markt wettbewerbsfähig zu sein. Thomson Mathew, ANCA-Produktmanager, erklärt die verschiedenen Arten von Schneidwerkzeugen für diese Anwendung und wie man einige der häufigsten Herausforderungen beim Tieflochbohren bewältigt.
Thomson Mathew beginnt: “Tiefbohren ist ein Verfahren zur Herstellung von Löchern in Metall mit einem hohen Verhältnis von Tiefe zu Durchmesser auf CNC-Maschinen. Bei normalen Bohrprozessen ist das Verhältnis von Länge zu Durchmesser kleiner als das Fünffache des Durchmessers. Wenn das Verhältnis von Länge zu Durchmesser größer als fünf ist, wird der Vorgang als Tieflochbohren bezeichnet. Dies kann bei Durchmessern von 1 mm bis 200 mm wirksam sein und erfordert spezielle Bohrer mit durchgehenden Kühlmittellöchern, zur Zuführung von um Hochdruckkühlmittel, um Späne sauber zu entfernen und Lochtoleranzen und Oberflächengüte zu erzielen.”
„Einige gängige Tieflochbohrverfahren sind BTA-Bohrverfahren (Boring and Trepanning Association) und herkömmliche Hartmetall-Spiralbohrer. Alle diese Prozesse haben ihre eigenen Vorzüge beim Tieflochbohren, basierend auf dem Lochdurchmesser und den Toleranzen.
BTA-Bohren ist eine effektive Methode zum Bohren tiefer Löcher, da es sauberer, zuverlässiger und in der Lage ist, größere Durchmesser bei höheren Vorschubgeschwindigkeiten zu erzielen. BTA-Bohrungen sind in Bohrlöchern von 20 bis 200 mm (0,80 bis 8,00 Zoll) wirksam. Dies ist ein größerer Größenbereich als das Bohren mit Pistolen und Hartmetall-Spiralbohrern.

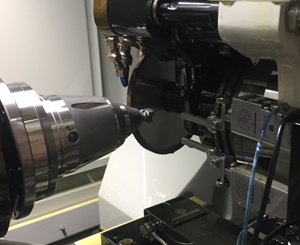
Vollautomatische BTA-Bohr- und Schleiflösung von ANCA mit Im-Prozess-Messung zur Prozesskontrolle
Tieflochbohren wurde ursprünglich zum Bohren von Gewehrläufen entwickelt und wird üblicherweise zum Bohren von tiefen Löchern mit kleinerem Durchmesser verwendet. Das Verhältnis von Tiefe zu Durchmesser kann sogar größer als 300: 1 sein. Das Hauptmerkmal des Tieflochbohrens ist, dass sich die Bits selbst zentrieren. Dies ermöglicht somit tiefe, akkurate Löcher.
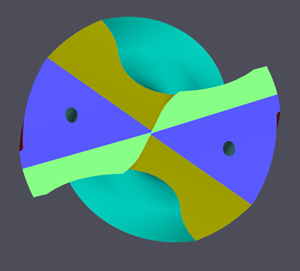
ANCA-Software zum Herstellen und Nachschleifen einer Vielzahl von Tieflochbohrwerkzeugtypen
Hartmetall-Spiralbohrer mit durchgehenden Kühlmittellöchern werden auch häufig in mehreren Tiefbohranwendungen verwendet. Die Herausforderung besteht darin, diese Bohrer mit minimaler Unrundheit herzustellen und nachzuschleifen, und erfordert eine zusätzliche Achse an Maschinen, um den Nutenschleifprozess zu unterstützen. ANCA CNC- Machinen unterstützten und fertigen mit dem P-Achsen-Arobotech-System die gesamte Palette von Langserienbohrern mit minimalem Untundlauf. Das System sorgt auch bei Langserienbohrern für den negativen Konus, indem sich die Stützblöche automatisch an den Konus anpassen.
Abbildung de P-Achsen-Arobotech-Abstützsystems auf der TX7-Maschine
Häufige Herausforderungen beim Tieflochbohren
Durch Kühlmittel oder inneres Kühlmittel - Dies verbessert die Spanabfuhr beim Abkühlen der Schneide. Das Kühlmittel wird bis zum Boden des Lochs gespült, wodurch die Späne wieder nach oben gedrückt werden. Die ANCA-Software kann die Kühlmittelbohrungen bereits in der Entwurfsphase entwerfen und überprüfen, um ein Brechen der Kühlmittelbohrungen in die Nuten und Ausschuss zu vermeiden.

Lochgeradheit – Die “Fase oder Rundfase“ ist der Teil des Bohrers, der das Loch tatsächlich berührt. Bei langspanenden Werkstoffen wird ein einschneidiger Bohrer (eine Fase pro Spannut) bevorzugt. Einfasige Bohrer bieten zusätzlichen Freiraum für die längeren Zerspanungsmaterialien, während ein doppelfasiger Bohrer (zwei Fasen pro Nute) im Vergleich zu einem einfasigen Bohrer eine hervorragende Lochgeradheit bietet. Obwohl dies nicht so üblich ist, sind auch Doppelrandbohrer mit schwimmendem zweiten Rand erhältlich, bei denen Kompromisse bei der Geradheit der Löcher und der Spanabfuhr eingegangen werden können. Höhere Ränder erhöhen die Genauigkeit bei gleichzeitiger Beibehaltung einer höheren Oberflächengüte, beschränken jedoch den Freiraum für die Spanabfuhr.
ANCA ToolRoom Software kann einfasige, zweifasige und Bohrer mit versetzter Fase herstellen.
.
20 Januar 2020