Lettre d'information "The Sharp-E"
Janvier 2020
Bien comprendre l’application et être conscient des défis peut aider à rendre productive et rentable cette opération complexe.
Le marché mondial des outils de perçage a été évalué à 5,79 milliards de dollars en 2016 et devrait augmenter d’un taux de croissance annuel composé (TCAC) de 4,75% sur la période de prévision, pour atteindre 8,61 milliards USD d'ici à 2022 (*). Réaliser des trous profonds de manière efficace et performante est considéré comme une opération complexe. Les fabricants d'outils coupants doivent fournir à leurs clients un produit ayant une durée de vie connue, générant une bonne qualité d’état de surface et une bonne répétabilité, le tout à un bon prix pour être compétitif. Thomson Mathew, Chef Produit chez ANCA, nous explique les différents types d'outils coupants pour cette application et comment surmonter certains défis classiques du perçage de trous profonds.
Thomson Mathew expose la problématique : Le perçage de trous profonds est un processus permettant de réaliser sur des machines CNC des trous dans le métal à des rapports profondeur / diamètre élevés. Pour les processus de perçage normaux, le rapport longueur / diamètre est inférieur à cinq fois le diamètre. Si le rapport longueur / diamètre dépasse cinq, le processus est appelé perçage de trous profonds (Deep hole drilling). Cela s’applique à des diamètres allant de 1 mm à 200 mm [0.04in – 8.00 in] et nécessite des forets spéciaux avec trous d’arrosage pour faciliter l’évacuation des copeaux et atteindre les tolérances des trous et la qualité d’état de de surface.
Le processus de perçage profond fait appel aux forets canons, perçage BTA (Boring and Trepanning Association) et aux forets conventionnels hélicoïdaux. Tous ces processus offrent des avantages de précision et tolérances pour le perçage profond.
Perçage BTA est une méthode efficace pour le perçage profond car elle offre propreté, fiabilité et permet la réalisation de trous importants à, des vitesses élevées. La plage de prédilection pour la technologie de perçage BTA est entre 20 et 200 mm [0.80 – 8.00 in] de diamètre, une plage bien plus importante que pour les forets canon ou les forets carbure hélicoïdaux.

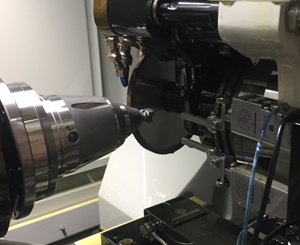
Solution ANCA entièrement automatisée pour le taillage des têtes de perçage BTA, incluant la mesure interne
Les forets canon ont été à l’origine développé pour le perçage des canons et utilisés pour les trous de petits diamètres. Le ratio profondeur/diamètre peut même dépasser 300 :1. La caractéristique majeure de ces forets et qu’ils sont autocentrés donc ils permettent des réalisations très précises.
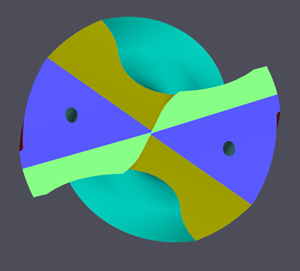
Logiciel ANCA pour la production et le ré-affûtage des différents forets canon
Les forets carbure hélicoïdaux avec trous d’arrosage au centre sont aussi utilisés pour le perçage profond. Ici le challenge est de produire/ré-affûter ces outils avec un minimum de faux rond et cela nécessite donc des machines 5 axes avec lunette suiveuse lors du taillage des goujures. Les machines ANCA possèdent depuis longtemps ce type de support pour tailler et affûter les forets longs avec précision : lunette Arobotech sur axe numérique P. Cette solution gère notamment la conicité arrière des forets, grâce à des patins auto-centrant.
Lunette Arobotech sur axe P installée sur une machine TX7
Les défis du perçage profond.
L’arrosage au centre : Ils contribuent à l’évacuation des copeaux par le refroidissement de l’arête de coupe. Le liquide d’arrosage est injecté vers le bas, et grâce à l’effet de rotation de l’outil dégage les copeaux vers le haut. Le logiciel ANCA permet de positionner les trous d’arrosage et de vérifier leur localisation afin d’éviter de percer les canaux d’arrosage lors du taillage des goujures et donc de ne pas créer des rebuts.

La rectitude des trous : Le listel est la partie de l’outil en contact dans le trou. Un listel unique est préférable pour les matériaux générant des longs copeaux, alors que les forets à double listels donnent une bien meilleure rectitude de perçage. Bien que moins classiques les forets avec doubles listels dont le second listel est variable offre un compromis intéressant entre l’évacuation des copeaux et la rectitude des trous. En résumé, plus de listels donne une meilleure réalisation grâce à la surface de contact mais limite l’évacuation des copeaux.
ANCA ToolRoom permet la production des forets à simple ou double listels ainsi que ceux à listels variables
20 janvier 2020