ニュースレターを発行
2022年1月
ANCA 社 のソフトウェア開発マネージャーThomson Mathew氏は、約25年という切削工具業界でのキャリアを通じて、豊富な知識と専門技術を獲得してきました。
この市場で広く知られるANCA 社製ソフトウェア開発を担当した Thomson 氏は、完璧なエンドミルを作るために必要な情報を5つに分類したテクニカルガイドを発表しました。
今回は、エンドミルの全体的な性能に影響を及ぼす要因とより複雑な形をした特殊なエンドミルについてご説明します。
第 1 部:幾何学的形状とパラメータ確認
どんなエンドミルでもすべて設計から始まります。高性能なエンドミルを作るには、正確な設計が重要だからです。
エンドミルの全体的な性能に影響を及ぼす要因は複数存在します。中でも
重要なのが、超硬合金素材のグレードまたは品質、切削工具の形状、正確な生産工程もしくは品質管理、そしてコーティングタイプの 4 つです。
エンドミルの素材 (多くの場合は超硬合金) の硬さは、超硬合金のマトリックスの強度によって異なります。粒子が小さいほど、成形剤に対する物質量が多いことを示しており、その結果より硬い工具になります。さらに、難削コーティングすることで、工具の寿命と切断性能を高めます。品質を管理するということは、工場が作り出す結果を安定させることを意味しているのです。
しかし、その形は非常に重要なことから、理想的なエンドミルを作るには、芸術と工学を組み合わせて、長い時間をかけて、試行錯誤を繰り返すことが必要であることは言うまでもありません。設計がすべての始まりなのです。エンドミル設計の中で重要な要素とされているのが、不等リードとインデックスフルート形状の組み合わせと芯の形状設計、面のレリーフに対する外径クリアランス角の偏心、ワイパーフラット付き端面やパッド研磨または端部のダビングなどで、毎回エンドミルのセットから選択することができます。
以前にも
どこかで書いたが、工具メーカーが「びびり」を避けつつ素材をしっかり除去できるように改良を続けたことで、この業界の進歩により、エンドミルの「異常」さが増しています。
再生びびりとは、工具と加工対象物の高調波周波数に相違があると発生する現象です。自励振動するふたつの物体がぶつかり合うと、表面仕上げと寸法の精度、さらに工具とマシンの寿命に良くない影響を与えてしまい、結果的に、生産性と利益率の低下を招くのです。
ねじれ角の大きな工具 (35゜以上) は、その強度と送り速度や切粉の除去率により、以前から人気がありました。硬度のある素材を使ったねじれ角の小さなエンドミルよりもメリットがある一方で、びびりが発生しやすい傾向があります。この課題を解消するため、ねじれとピッチを変えて、試行錯誤することで、ツールのバランスを整えることになります。こうして、幾何学的に複雑さが増した「異常な」エンドミルが出来たのです。
ねじれ角の小さいタイプ (15゜) とねじれ角の大きなタイプ (60゜)
ねじれ角の大きい工具においては、切削抵抗は上下により大きく、左右に小さいのが特徴です。つまり、工具のたわみが少なくなり、早く効率よく削りかすを取り除くことができます。
アキシャルレーキが大きくなるほど、切削抵抗が小さくなり、送り量が高くなります。工具の芯はねじれ形状によってより太くなるので、工具の強度が上がるのです。ねじれ角の大きいエンドミルには、摩耗に強い丈夫で硬い素材を使うのが一般的ですが、アルミニウムのような柔らかな素材も使用可能です。ねじれ角の大きいエンドミルは、びびりが発生する傾向にあり、さらに素材に食い込みやすいのが欠点です。
一方で、ねじれ角の小さい工具はびびりが発生しにくく、柔らかい素材との相性がいいのが特徴である一方、送り量が小さく、結果的に素材の削りかすの除去率が低いのが欠点となっています。しかしながら、びびりを減らす方法は大きな進歩を遂げており、もはや勘に頼る必要はなくなっており、形状と設計は、強度に関係なく、切削する素材に基づいて行われます。
最近では、不等インデックスのついた不等ねじれエンドミルは最先端工具と考えられています。これは、フルートに沿って、もしくはフルートからフルートへのねじれに変化を付けたもので、ねじれに変化を付けることで、びびりに対処するものとなっています。つまり、びびりは共鳴効果なので、いずれかの方法で加工対象物に影響を与えるフルートの共鳴を断ち切ることができれば、びびりを抑えることが可能となるのです。ANCA 社の ToolRoom ソフトウェアの RN34 に搭載されているツールバランス機能は、このびびり対策も最高の解決策となっています。
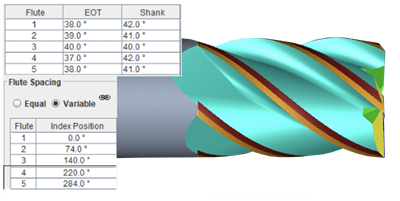
不等ねじれインデックスのエンドミルの設計
13 1月 2022