电 子 简 讯
2022 年 1月
ANCA软件产品经理汤姆森.马修(Thomson Mathew),在刀具行业工作近25年,拥有丰富的专业知识和行业经验。
作为多款ANCA市场知名的软件产品的架构师,汤姆森撰写了制造完美铣刀的技术指南,全文分为五个部分。
在本期中,我们将研究影响普通立铣刀和更复杂的“怪异”立铣刀总体性能的一些因素。
第一部分:几何设计和参数验证
每个铣刀的生产都是从设计开始的,精良的几何设计是生产高性能铣刀必不可少的步骤。影响铣刀整体性能的因素很多。四个
公认的主要因素是硬质合金材料的等级或质量、刀具的几何设计、精密制造工艺或质量控制和涂层的类型。
制作铣刀的材料通常是硬质合金,它的硬度取决于基体中碳化物的等级。较小的颗粒意味着较多的碳化物和较少的粘合剂,可用于制造高硬度的刀具。表面涂层能够延长刀具寿命,增强切削性能。质量控制则保证了车间每次都能生产出质量一致的刀具。
几何设计的作用更是举足轻重,凸显了艺术和工程的完美结合——再加上长期以来的反复试错——共同创造了完美的铣刀。这一切都始于设计。铣刀设计中的一些重要因素包括可变螺旋和分度槽几何设计的组合、芯厚的几何设计、外径间隙偏心角与平面后角设计、端面切削刃的设计。
正如我在
另一篇文章里阐述的那样,铣刀行业在向“怪异”的方向发展,刀具制造商在避免“震颤”的同时追求更高的材料去除率。
当刀具与工件之间的谐波频率不同时,就会产生
再生震颤 。两个自激震动物体会相互撞击,这对表面光洁度和尺寸精度以及刀具和机床的寿命都是不利的。导致生产力和利润的浪费。
长期以来,高螺旋刀具(超过35度)因其强度高,进给和切屑清除率高而广受欢迎。在处理硬质材料时它们比低螺旋铣刀具有更多优势,但同时它们也更容易产生震颤。为了解决这个问题,很多试验都围绕可变的螺旋和螺距,从而提高刀具的动平衡。由此衍生出几何形状更为复杂的“怪异”的铣刀。
低螺旋(15度)到高螺旋(60度)
高螺旋刀具切削力在垂直方向分量更多,水平方向分量减少,从而减少了刀具偏转,能够快速有效的排屑。同时,更大的轴向前角有助于提高进给速度。由于螺旋的形状,刀具的芯部更厚实,刀具更坚固。高螺旋铣刀通常用于切削更硬的材料,因为它们耐磨性更好,不过它们也可用于像铝一样较软的材料。高螺旋铣刀的一个缺点是更容易产生震颤,而且它们与材料咬合更紧。
低螺旋刀具在加工软质材料时表现更好,不太可能震颤。他们的缺点是进给速度较低,因此材料去除率较低。对于减少震颤,我们现在的解决方案与过去的反复尝试已不可同日而语。几何结构和设计完全取决于要切割的材料,不管是软材料还是硬材料。
变螺旋变参数铣刀是当今最先进的铣刀。技术的核心是沿槽或在槽之间改变螺旋。可变螺旋线的目的是减少震颤。由于震颤是一种共振效应,最终目的都是为了打破槽和工件的共振效应来减少震颤。ANCA的 Toolroom RN34刀具动平衡软件是对抗震颤的完美解决方案。
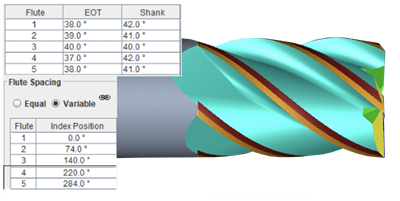
变螺旋变参数铣刀设计
13 一月 2022