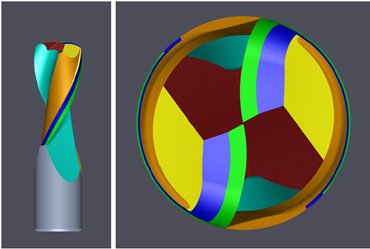
双圆角铣刀
双圆角铣刀用于设计桶形或透镜形刀具,从刀具的末端开始,半径可以从大到小或从小到大。这种几何形状减少了振动和偏转,切屑更薄,可延长刀具寿命并提高性能。
•桶形–大半径到小半径,朝向工具末端。
•透镜形状–朝向端面的半径从小到大。
•弯曲端面设计。
•圆角铣刀的粗加工操作。
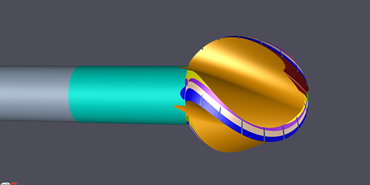
棒棒糖球头铣刀
“铣刀专家”提供了一种新的刀具类型来制造棒棒糖球头铣刀。这些刀具广泛应用于航空航天和模具行业。
•高螺旋角,表面光洁度好,切屑去除率高。
•剪切角棒棒糖球头铣刀可用于去毛刺应用。
•用于轻工业和医疗行业的断屑槽。
•使用iView和LaserPlus进行测量和补偿

埋头孔刀具
RN34在刀具类型里增加了一种新的专家向导,用于埋头孔刀具,以支持标准槽形和扇形槽样式。新的埋头槽操作可以定义此应用所需的特殊槽形。
•支持RR、LL、RL、LR组合。
•使用阶梯编辑器进行退刀研磨。
•支持非零剪切角和最多6个槽。
•自动生成CIM3D棒料。