Il bollettino E The Sharp
Giugno 2022
Esplorazione dei diversi modi di utilizzare la velocità di rimozione del materiale Q per ottimizzare il processo di rettifica dell'utensile migliorando il tempo di ciclo e riducendo l'usura della mola
Cosa è la velocità di rimozione del materiale, ovvero Q?
La velocità di rimozione del materiale (MRR, Material Removal Rate), solitamente indicata come Q, è un parametro essenziale per qualsiasi processo di produzione eseguito tramite rimozione. Un MRR elevato sta a significare un funzionamento più efficiente e spesso tempi di ciclo ridotti. In teoria, la definizione di MRR è abbastanza semplice: il volume di materiale rimosso durante il processo di produzione diviso per il tempo fornisce un rapporto volume/secondo in mm
3/s.
Q = dVr / dt
Un utensile da taglio complesso è un qualcosa di eccezionalmente complicato, dal punto di vista geometrico. Il compito di stimare il volume per taglio si evolve rapidamente in un impegnativo calcolo matematico impossibile da eseguire nella pratica. Inoltre, l'opportunità di ottimizzare il processo di rettifica attraverso l'analisi dell'indicatore chiave di processo, l' MMR, rimane spesso una soluzione inesplorata, fino ad ora...
Q in una sequenza temporale
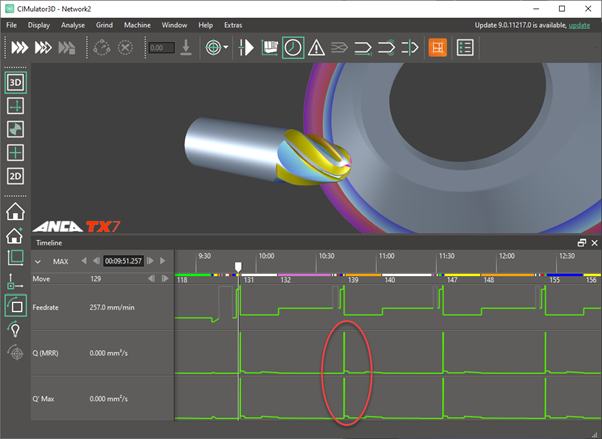
Nell'ultimo software CIMulator3D, il motore di simulazione eseguirà la "rettifica" del materiale in modo progressivo, calcolando l'MRR per sottrazione di volume del pezzo di lavoro rimanente da un tempo di spostamento precedente. L'MRR nel tempo viene visualizzato come un grafico con linea temporale, in grado di fornire un MRR preciso dell'intero processo di rettifica. Trascinando semplicemente il cursore sulla linea temporale in un punto specifico, l'MRR in quel momento compare come una lettura sulla destra del pannello di controllo. Ora che i calcoli vengono eseguiti dal CIMulator3D, questo articolo mostrerà alcune modalità di utilizzo dell'MRR per migliorare l'efficienza della produzione e ridurre i costi.
Miglioramento della durata della mola e dell'efficienza di rettifica
Le mole di rettifica offrono prestazioni migliori se utilizzate nell'intervallo MRR consigliato dal produttore. Una MRR elevata rispetto al Q
max provoca una rapida rottura della mola, mentre la rettifica con una MRR troppo bassa, inferiore al Q
min, può rappresentare un carico per la mola con conseguente opacizzazione. La mola raggiunge quella famosa condizione di autoaffilatura con una rettifica nell'intervallo ottimale.
Per operazioni di taglio profondo come pesanti scanalature, il numero di passate deve essere diviso in base alla MRR. Idealmente, la MRR dei movimenti di rettifica deve rientrare nelle raccomandazioni del produttore. Le operazioni o i passaggi che superano il Q
max sollecitano eccessivamente la mola, mentre quelli al di sotto del Q
min minimo smussano la mola.
L'MRR in CIMulator3D fornisce una base teorica. In pratica, ci sono molti fattori come la configurazione del liquido di raffreddamento, la qualità della mola e la potenza del mandrino di rettifica, che influiscono sulle prestazioni della mola. Un operatore con esperienza nell'utilizzo di una particolare marca di mole potrebbe utilizzare questo grafico per determinare la divisione dei passaggi per garantire prestazioni e produttività ottimali.
Determinare la frequenza di ravvivatura
La mola inevitabilmente andrà ad usurarsi una volta utilizzata su più utensili o a seguito di diverse passate. I software iGrind e Dresser di ANCA sono ben integrati. Ad esempio, le operazioni di scanalatura dispongono di un pannello di ravvivatura integrato, che assiste l'operatore nella preprogrammazione della ravvivatura e del White Sticking a seguito dell'esecuzione di un certo numero di utensili o passate.
La frequenza con cui una mola dovrebbe essere riaffilata deriva dall'esperienza. In alternativa, la frequenza di ravvivatura può essere determinata anche tramite l'esecuzione di esperimenti e la definizione di un pratico database.
Eseguendo il tracciamento della potenza del mandrino sulla macchina tramite la MRR precalcolata dalla simulazione, i grafici dovrebbero risultare correlati, poiché la rettifica della stessa quantità di materiale richiede la stessa quantità di energia.
Se la potenza del mandrino si discosta dalla MRR teorica, potrebbe indicare dei problemi alla mola. Ad esempio, se la potenza del mandrino aumenta nel tempo per la stessa MRR prevista, potrebbe suggerire la necessità di riaffilatura della mola. Questa osservazione dovrebbe essere la base per l'operatore per determinare la frequenza di ravvivatura o di White Sticking. Prima che si verifichi una deviazione, la ravvivatura automatica programmata della mola farà risparmiare tempo di ciclo e proteggerà la mola di rettifica.
Regolazione dell’avanzamento di rettifica
Durante la simulazione del processo di rettifica, l'utente può facilmente individuare le modifiche alla MRR. Un salto da zero a un certo valore avviene quando la mola sta per toccare l'utensile di rettifica. Combinando questo con il grafico della velocità di avanzamento, l'utente può aumentare la velocità di avanzamento prima del salto della MRR, riducendo efficacemente il tempo di ciclo.
D'altra parte, uno scatto brusco e inaspettato nella MRR significa un improvviso sovraccarico della mola, in grado di causare danni nella realtà. Probabilmente, l'avanzamento rapido è stato utilizzato in modo accidentale nell'avvicinarsi al pezzo di lavoro. Tramite un rapido controllo del grafico MRR, è possibile individuare con facilità eventuali superamenti e risolvere i problemi nella simulazione.
Ottimizzazione della rettifica adattiva
La rettifica adattiva regola l'avanzamento in base al carico del mandrino target. L'uso appropriato di questa funzione aiuta a ridurre il tempo di ciclo. Tuttavia, una delle insidie derivanti dall'applicazione della rettifica adattiva senza prendere in considerazione la MRR è quella di non tener conto della velocità massima di asportazione di materiale Q
max consigliata dal produttore della mola. La rettifica adattiva potrebbe potenzialmente far aumentare la velocità di avanzamento così in alto che l'MRR supera il Q
max, provocando una rapida rottura della mola di rettifica. La velocità di avanzamento deve essere regolata in base alla MRR per proteggere la mola e assicurare il mantenimento di un processo stabile.
Velocità di rimozione volumetrica specifica Q'
L'altro grafico utile è quello relativo alla velocità di rimozione volumetrica specifica Q', definita come velocità di rimozione del materiale del pezzo di lavoro per unità di larghezza di contatto della mola. Il motore del CIMulator3D utilizza la larghezza complessiva della mola a contatto con l'utensile in un dato momento per calcolare la velocità di rimozione volumetrica specifica. Combinando la velocità di rimozione volumetrica specifica e la mappatura a colori della sezione della mola, l'utente può identificare le aree della mola che sopportano la maggior parte del carico e, pertanto, richiedono una ravvivatura o una procedura di White Sticking più frequente.
14 giugno 2022