Biuletyn Sharp E
Czerwiec 2022
Poznaj różne sposoby wykorzystania szybkości usuwania materiału (Q) do optymalizacji procesu szlifowania narzędzi przez poprawę czasu cyklu oraz ograniczenie zużycia ściernicy
Co oznacza szybkość usuwania materiału lub Q?
Szybkość usuwania materiału (MRR) określana symbolem Q to istotny parametr wszystkich procesów produkcyjnych związanych ze zmianą wymiarów. Wyższa wartość MRR zapewnia większą wydajność działania i w wielu przypadkach skraca czas cyklu. W teorii, definicja MRR jest względnie prosta - jest to objętość materiału usuwana w procesie produkcyjnym podzielona przez czas i określana w jednostkach objętości na sekundę mm
3/s.
Q = dVr / dt
Złożone narzędzie skrawające jest wyjątkowo skomplikowane pod względem geometrycznym, a zadanie oszacowania objętości usuwanej na posuw skrawania szybko zmienia się w wymagające obliczenie matematyczne, które w praktyce jest bardzo trudne do zrealizowania. Dlatego też, możliwości optymalizacji procesu szlifowania poprzez analizę kluczowego wskaźnika efektywności, jaki stanowi MMR, nie były dotychczas dogłębnie analizowane.
Wartość Q w funkcji czasu
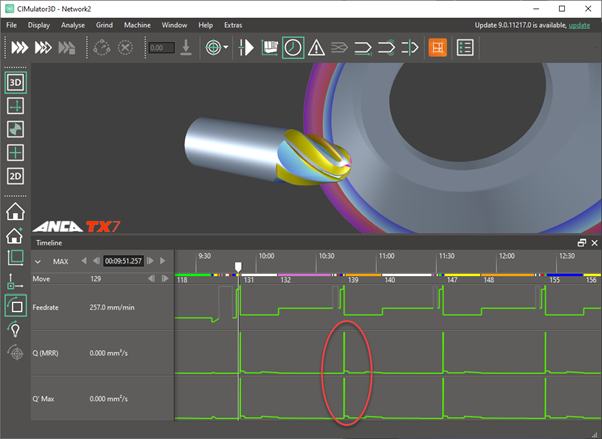
W najnowszej wersji oprogramowania CIMulator3D, algorytm symulacji pozwala na stopniowe szlifowanie materiału, obliczając MRR przez odjęcie objętości obrabianego przedmiotu pozostałej z poprzedniego posuwu. Przebieg MRR jest wskazywany w postaci wykresu w funkcji czasu, który pozwala określić dokładną wartość MRR w całym procesie szlifowania. Przeciągnięcie kursora krzywej przebiegu w czasie do dowolnego punktu umożliwia wskazanie wartości MRR w tym punkcie po prawej stronie panelu sterowania. Ponieważ obliczeniami zajmuje się oprogramowanie CIMulator3D, w niniejszym artykule omówione zostaną różne sposoby wykorzystania MRR do poprawy wydajności produkcji i ograniczenia kosztów.
Poprawa trwałości ściernic i wydajności szlifowania
Parametry ściernic są utrzymywane na optymalnym poziomie wyłącznie w zakresie MRR zalecanym przez producenta. Wartość MRR powyżej Q
max powoduje szybsze zużycie ściernicy, niż przy niskiej wartości MRR, natomiast wartość poniżej Q
min może spowodować nadmierne obciążenie ściernicy i pogorszenie właściwości ściernych. Ściernica zapewnia najlepsze parametry ścierne wyłącznie podczas szlifowania w optymalnym zakresie.
W przypadku procesów głębokiego skrawania, takich jak wykonywanie głębokich rowków, liczbę przejść należy podzielić zgodnie z wymaganym MRR. Wartość MRR dla danego posuwu szlifowania powinna zawierać się w zakresie zalecanym przez producenta. Operacje lub przejścia z wartością przekraczającą Q
max spowodują przeciążenie ściernicy, natomiast z wartością poniżej Q
min - pogorszenie właściwości ściernych.
Wartość MRR wyznaczana przez oprogramowanie CIMulator3D zapewnia podstawę teoretyczną. Jednak w praktyce występuje wiele czynników, takich jako konfiguracja układu chłodzenia, jakość ściernicy i moc wrzeciona szlifierskiego, które wpływają na parametry ściernicy. Operator mający doświadczenie w użyciu określonej marki ściernic może skorzystać z tego wykresu do wyznaczenia rozkładu przejść zapewniających optymalną wydajność i parametry użytkowe.
Wyznaczanie częstotliwości obciągania
Ściernica ulega zużyciu po wykonaniu kilku przejść lub narzędzi. Oprogramowanie ANCA iGrind i Dresser są ze sobą doskonale zintegrowane. Na przykład, operacje rowkowania mają wbudowany panel obciągania, który ułatwia operatorowi wstępnie programowanie procesów obciągania lub profilowania po określonej licznie narzędzi lub przejść.
Częstotliwość przeostrzania ściernicy jest zwykle wyznaczana na podstawie doświadczenia, przy czym, można ją również wyznaczyć na podstawie różnych eksperymentów i bazy danych zastosowań praktycznych.
Wykresy mocy wrzeciona maszyny oraz wartości MRR wyznaczonej na podstawie symulacji powinny wykazywać korelację, ponieważ usuwanie takiej samej ilości materiału wymaga takiej samej ilości energii.
Jeśli moc wrzeciona wykracza poza zakres teoretycznej wartości MRR, może to wskazywać problemy ze ściernicą. Na przykład, jeśli moc wrzeciona wzrasta w czasie dla takiego samego oczekiwanego MRR, może to sugerować, że wymagane jest przeostrzanie ściernicy. Obserwacje te powinny stanowić dla operatora podstawę do wyznaczenia częstotliwości procesów obciągania lub profilowania. Automatyczne profilowanie ściernicy pozwala skrócić czas cyklu i zabezpieczyć ściernicę przed wystąpieniem odchyleń.
Regulacja szybkości posuwu szlifowania
Podczas symulacji procesu szlifowania widoczne są zmiany wartości MRR. Zmiana od wartości zerowej do określonej wartości ma miejsce w momencie kontaktu ściernicy ze szlifowanym narzędziem. Na podstawie tej informacji i wykresu szybkości posuwu, użytkownik może zwiększyć szybkość posuwu przed zmianą wartości MRR, ograniczając w ten sposób czas cyklu.
Z drugiej strony, nieoczekiwany wzrost wartości MRR oznacza nagłe przeciążenie ściernicy, które może spowodować jej uszkodzenie. Być może, przypadkowo użyta została zbyt duża szybkość posuwu na etapie podejścia do obrabianego przedmiotu. Analiza wykresu MRR pozwala w prosty sposób zidentyfikować nagłe zmiany wartości oraz rozwiązać wszelkie problemy na etapie symulacji.
Optymalizacja szlifowania adaptacyjnego
Szlifowanie adaptacyjne dostosowuje szybkości posuwu do wymaganego obciążenia wrzeciona. Odpowiednie wykorzystanie tej funkcji pozwala ograniczyć czas cyklu. Jednym z zagrożeń związanych ze stosowaniem adaptacyjnego szlifowania bez uwzględnienia wartości MRR jest przekroczenie zalecanej przez producenta maksymalnej szybkości usuwania materiału Q
max. Szlifowanie adaptacyjne może potencjalnie dać prędkość posuwu tak wysoką, że przekroczy ona wartość Q
max, powodując szybkie zużycie ściernicy. Szybkość posuwu można regulować na podstawie wartości MRR, aby zabezpieczyć ściernicę i utrzymać stabilność procesu.
Jednostkowa objętościowa szybkość usuwania materiału Q'
Kolejny przydatny wykres to jednostkowa objętościowa szybkość usuwania materiału Q' definiowana jako szybkość usuwania materiału obrabianego przedmiotu na jednostkę szerokości punktu styku ze ściernicą. Oprogramowanie CIMulator3D wykorzystuje wartość całkowitej szerokości ściernicy stykającej się z narzędziem w danym czasie do wyznaczenia jednostkowej objętościowej szybkości usuwania materiału. Połączenie jednostkowej objętościowej szybkości usuwania materiału oraz przypisania kolorów do sekcji ściernicy pozwala użytkownikowi wyznaczyć obszary ściernicy, które są narażone na największe obciążenia i tym samym wymagają większej częstotliwości obciągania lub profilowania.
14 czerwca 2022