Sharp-E 뉴스 레터
2011 년 6 월
지난 수 년에 걸쳐 공구 제조 업계의 추세가 바뀌었습니다. 신 소재의 등장과 고속 밀링같은 제조 방법의 발전은 이제 고객들이 더 나은 성능의 공구를 요구하고 있음을 뜻합니다. 그 결과 새로운 공구 형상과 치수 정밀도에 큰 변화를 가져 왔습니다.
정밀 공구 제조에서 핵심적인 요소중의 하나가 공구의 런 아웃 문제입니다. 10년 전에는 공구 런 아웃이 10미크론이면 양호한 것으로 여겨졌으나, 그 후 시장은 5미크론을 요구하였고, 최근에는 3미크론을 요구하고 있습니다.
ANCA는 이렇듯 공구 런 아웃에 대한 더 높아진 요구에 부응해야 하는 공구 제조업체를 위하여 정밀 클램프 스테디를 추천하는데, 그 이유는 런 아웃과 디플렉션을 향상시킬 수 있기 때문입니다.
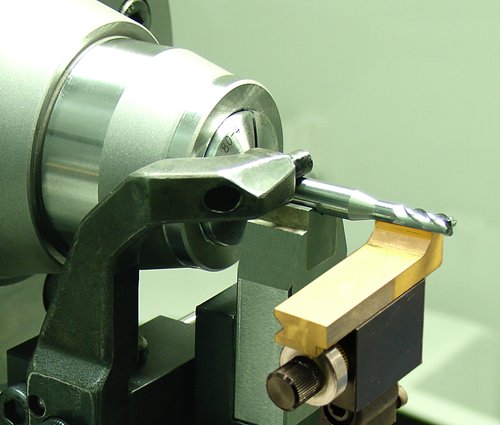
미세 조정 팝업 스테디와 정밀 클램프 스테디
정밀 클램프 스테디는 ANCA의 RX7과 MX7 공구 연삭기 모두에 적용가능한 액세서리로서, 2006년에 처음 출시되었고 그간 사용성과 정밀도 유지 향상을 위해 꾸준히 개량되어져 왔습니다. 그 결과 콜렛 끝단부터 50mm 떨어진 지점에서 런 아웃을 측정할 경우3미크론 이하로 줄여 줍니다 (RX7/MX7 모델에 한함).
공구 런 아웃의 원인인 클램핑과 디플렉션 억제
그 이름이 시사하는 바대로 정밀 클램프 스테디는 두 개의 서로 다른 부품인 V블록 클램프와 스테디로 구성되어 있으며, 이 둘은 각각 별도의 기능을 갖고 있습니다.
V블록 클램프는 축과 반경 런아웃, 즉 회전 중에 공구이 중심선을 벗어나서 발생하는 오차를 막아 줍니다. 이 기능은 오버헤드 클램핑 핑거와 V 블록에 위치한 공구을 고정시킴으로써 가능합니다. 핑거에 의한 하향 압력은 공구이 V블록 채널을 따라 달리게 하여 공구이 중심을 벗어나 회전하는 경향을 억제해 줍니다.
한편 그 공구의 반대편에서는 스테디가 디플렉션, 즉 공구가 연삭력으로 인해 아래로 휘는 것을 억제해 줍니다. 스테디는 V자 모양의 슈에 있는 공구 끝부근에 위치해 연삭시 발생하는 디플렉션에 저항하게 해 줍니다.
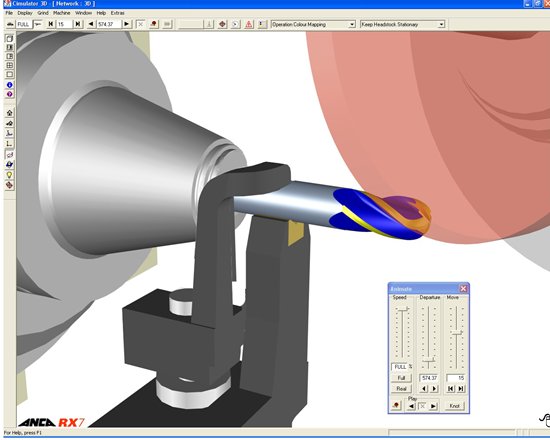
Cim3D에서 보이는 정밀 클램프 스테디
이렇게 두 장치를 하나로 모은 시스템을 사용하여 콜렛 끝에서 50mm 떨어진 지점에서 측정된 런 아웃을3미크론 미만으로 유지할 수 있음이 수많은 시험과 고객들에 의해 증명되었습니다. 정밀 V 블록 클램프와 스테디의 큰 장점은 그 시스템이 전체 공구 생산모두에 걸쳐 정확성을 유지할 수 있다는 점입니다.
미세조정 시스템은 모든 방향에서 정밀하게 조정이 가능하며 동시에 간편하고 빠른 셋업으로 1-13mm의 외경 사이즈 공구에 모두 사용 가능 합니다.
필요할 경우, 이 두 부품을 독립된 기능으로도 사용할 수 있는데, 예를 들어 소재 길이가 짧은 마이크로 공구 연삭시에는 보통 V블록 클램프만 사용합니다.
정밀 클램프 스테디는 새 기계 구매시 같이 구매하거나, 이후에도 RX7과 MX7 모델 옵션으로 주문 가능 합니다.
12 6월 2011