Biuletyn Sharp E
Stycznia 2020
Pełne zrozumienie zakresu zastosowań i świadomość wyzwań zapewnia większą produktywność i opłacalność złożonych operacji
Globalny rynek narzędzi wiertniczych został wyceniony na 5,79 miliardów dolarów w 2016 roku przy oczekiwanym wzroście o skumulowanym rocznym wskaźniku wzrostu wynoszącym 4,75% w okresie prognozowym oraz osiągnie wartość 8,61 miliarda dolarów w 2022.* Wytwarzanie głębokich otworów w skuteczny i wydajny sposób jest traktowane jako poważne wyzwanie. Producenci narzędzi skrawających muszą dostarczać klientom produkty o przewidywalnej trwałości, precyzyjnym wykończeniu powierzchni oraz powtarzalności w dobrej cenie, gwarantującej konkurencyjność. Thomson Mathew, menedżer ds. produktu ANCA omawia różne typy narzędzi skrawających do tego zastosowania oraz sposoby rozwiązania podstawowych wyzwań w procesach wiercenia głębokich otworów.
Thomson Mathew mówi: Wiercenie głębokich otworów to proces wytwarzania otworów w metalu o wysokim stosunku głębokości do średnicy na maszynach sterowanych numerycznie. W przypadku standardowego wiercenia, stosunek długości do średnicy jest mniejszy niż pięciokrotna średnica, a jeśli stosunek długości do średnicy jest przekracza pięć, proces ten nosi nazwę wiercenia głębokich otworów. Dotyczy to średnic w zakresie od 1 mm – 200 mm [0,04 cala – 8,00 cali] oraz wymaga specjalnych wierteł z kanałem chłodzącym dostarczających chłodziwo pod wysokim ciśnieniem w celu sprawnego usuwania wiórów i pozwalających osiągnąć odpowiednie tolerancje otworu oraz wykończenia powierzchni.
„Niektóre powszechnie stosowane procesy wiercenia głębokich otworów obejmują wiercenie długich otworów, wiercenie metodą BTA (Boring and Trepanning Association) oraz użycie standardowych wierteł krętych z węglika. Wszystkie te procesy mają swoje zalety podczas wiercenia głębokich otworów w zależności od wymaganych średnic i tolerancji otworów.
Wiercenie metodą BTA to skuteczna metoda wiercenia głębokich otworów, która jest czysta, niezawodna i zapewnia uzyskanie dużych średnic przy wyższych szybkościach posuwu. Wiercenie metodą BTA umożliwia wykonywanie otworów o średnicy od 20 do 200 mm [0,80 do 8,00 cala] w zakresie większym niż w przypadku wiercenia długich otworów lub użycia wierteł krętych z węglika.

W pełni automatyczne rozwiązanie ANCA dla załadunku i szlifowania wierteł BTA obejmuje kontrolę wymiarową w trakcie procesu zapewniającą pełną kontrolę
Wiercenie długich otworów z użyciem wierteł działowych zostało pierwotnie opracowane do wiercenia luf broni oraz jest powszechnie stosowane do wiercenia głębokich otworów o mniejszej średnicy. Stosunek głębokości do średnicy może wynosić powyżej 300:1. Podstawowy element metody wiercenia długich otworów stanowią samocentrujące bity, które zapewniają precyzję wykonywania długich otworów.
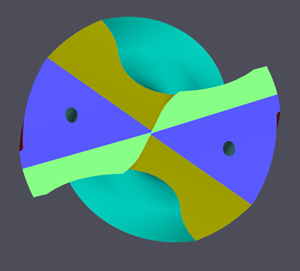
Oprogramowanie ANCA do wytwarzania i przeostrzania różnych wierteł działowych
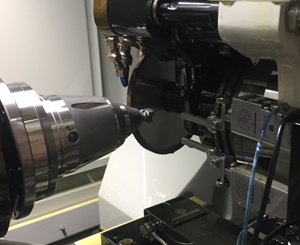
Wiertła kręte z węglika z kanałami chłodzącymi są również powszechnie stosowane w różnych zastosowaniach wiercenia głębokich otworów. Wyzwanie stanowi wytworzenie i przeostrzenie tych wierteł przy zachowaniu minimalnego bicia oraz wymaga dodatkowej osi maszyny umożliwiającej szlifowanie rowków. Maszyny ANCA sterowane komputerowo obsługują wytwarzanie pełnego zakresu wierteł do głębokich otworów przy minimalnym biciu dzięki systemowi podtrzymki osi P Arobotech. System ten obsługuje również zbieżność w kierunku chwytu wierteł do głębokich otworów umożliwiając automatyczne dostosowanie podtrzymki do stożka.
Ilustracja systemu podtrzymki osi P Arobotech na maszynie TX7
Wyzwania związane z wierceniem głębokich otworów
Przepływ chłodziwa przez wiertło lub wewnętrzny obieg chłodziwa - Poprawia to usuwanie wiórów z jednoczesnym chłodzeniem krawędzi skrawającej. Chłodziwo jest przepłukiwane do dna otworu, co z kolei powoduje wypychanie wiórów w kierunku do góry. Oprogramowanie ANCA umożliwia projektowanie i weryfikację kanałów chłodzących na etapie projektowania, co pozwala uniknąć przepływu chłodziwa z kanałów do rowków oraz wyeliminować odpady.

Prostoliniowość otworu - „powierzchnia boczna z łysinką lub promieniowa” to część wiertła stykająca się z otworem. Wiertło z pojedynczą łysinką (jedna łysinka na rowek) jest preferowane w przypadku materiałów dających długie wióry. Wiertła z pojedynczą łysinką zapewniają dodatkowy luz dla materiałów dających dłuższe wióry, natomiast wiertła z podwójną łysinką (dwie łysinki na rowek) zapewniają doskonałą prostoliniowość otworu w porównaniu do wierteł z pojedynczą łysinką. Pomimo, że nie są one powszechnie stosowane, dostępne są również wiertła z podwójną łysinką ze swobodną drugą łysinką, zapewniające kompromis pomiędzy prostoliniowością otworu a odprowadzaniem wiórów. Większa liczba łysinek zapewnia większą precyzję i lepsze wykończenie powierzchni, ale ogranicza usuwanie wiórów.
Oprogramowanie ToolRoom ANCA ma możliwość wytwarzania wierteł z łysinką pojedynczą, podwójną lub swobodną.
Kontrola bicia narzędzia - Jedno z największych wyzwań wiercenia głębokich otworów to kontrola bicia, które zwiększa się wraz z długością narzędzia skrawającego. Dokładniejsza metoda mocowania narzędzia, na przykład Premier Plus w połączeniu z podtrzymką osi P Arobotech zapewnia narzędzia o minimalnym biciu oraz większej trwałości.
20 stycznia 2020