Il bollettino E The Sharp
Gennaio 2020
Comprendere l'applicazione ed essere consapevoli delle sfide comuni può aiutare a rendere un'operazione difficile produttiva e redditizia allo stesso tempo
Nel 2016, la valutazione del mercato globale delle punte di foratura è di 5,79 miliardi di dollari ed è destinato a crescere a un tasso annuo di crescita composto (CAGR, Compound Annual Growth Rate) del 4,75%, nel periodo di previsione, per raggiungere gli 8,61 miliardi di dollari entro il 2022.* La foratura di fori profondi, eseguita in modo efficace ed efficiente, è considerata un'applicazione particolarmente impegnativa. I produttori di utensili da taglio devono fornire ai propri clienti un prodotto con una vita operativa prevedibile, un'accurata finitura superficiale e una ripetibilità a un buon prezzo, ai fini della competitività sul mercato. Thomson Mathew, Product Manager di ANCA, fornisce una spiegazione in merito ai diversi tipi di utensili da taglio per questa applicazione e come superare alcune problematiche comuni relative alla perforazione di fori profondi.
Thomson Mathew afferma che: la foratura a fori profondi è un processo per produrre fori nel metallo con rapporti profondità-diametro elevati su macchine CNC. Per i normali processi di perforazione, il rapporto lunghezza-diametro sarà inferiore a cinque volte il diametro, mentre se il rapporto lunghezza-diametro supera le cinque volte, il processo viene chiamato foratura di fori profondi. Ciò può essere efficace con diametri compresi tra 1 mm e 200 mm [0,04 pollici - 8,00 pollici] e richiederà trapani speciali con fori passanti per il refrigerante al fine di fornire tale refrigerante ad alta pressione per una rimozione pulita dei trucioli, ottenendo così buone tolleranze dei fori e una rifinitura della superficie.
"Alcuni comuni processi di perforazione per fori profondi includono la perforazione con punte a cannone, la perforazione BTA (Boring and Trepanning Association) e le tradizionali punte elicoidali al carburo. Tutti questi processi hanno i propri meriti per quanto riguarda la perforazione profonda in base al diametro del foro e alle tolleranze.
La perforazione BTA è un metodo efficace per praticare fori profondi, poiché è un metodo più pulito, affidabile e in grado di ottenere diametri maggiori con avanzamenti elevati. La perforazione BTA è efficace per fori da 20 a 200 mm [0,80 - 8,00 pollici], ovvero un intervallo di dimensioni più ampio rispetto alla foratura con punte a cannone e punte elicoidali in carburo.

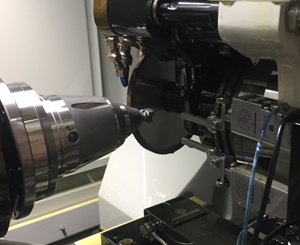
Soluzione completamente automatizzata di caricamento e rettifica di trapani BTA di ANCA, inclusa l'autocalibratura per il controllo di process
La foratura con punta a cannone è stata originariamente sviluppata per perforare le canne delle pistole e viene comunemente utilizzata per praticare fori profondi con diametri più piccoli. Il rapporto profondità-diametro può essere anche maggiore di 300:1. La caratteristica chiave della perforazione con punta a cannone è che le punte sono autocentranti; questo è il motivo per cui si riescono ad ottenere fori così profondi e precisi.
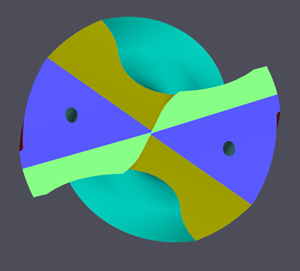
Software ANCA per la produzione e la riaffilatura di diverse tipologie di utensili con punta a cannone
Le punte elicoidali in carburo con fori passanti per il refrigerante sono comunemente utilizzate anche in diverse applicazioni di perforazione per fori profondi. La sfida è quella di produrre e riaffilare queste punte con un'oscillazione minima e questo richiede un asse aggiuntivo sulle macchine per supportare il processo di rettifica della scanalatura. Le macchine CNC ANCA dispongono di una tale capacità e sono in grado di supportare e produrre l'intera gamma di trapani a punta lunga con un oscillazione minima grazie al sistema Arobotech (asse P). Il sistema provvede anche alla rastrematura posteriore su punta lunga consentendo ai cuscinetti di supporto di adattarsi automaticamente alla rastremazione.
Immagine del sistema di supporto Arobotech (asse P) sulla macchina TX7
Sfide comuni nella perforazione a fori profondi
Refrigerante passante o refrigerante interno - Migliora l'evacuazione dei trucioli raffreddando il tagliente. Il liquido di raffreddamento viene scaricato nella parte inferiore del foro, che a sua volta spinge i trucioli verso l'alto. Il software ANCA ha la capacità di progettare ed eseguire la verifica per i fori del refrigerante direttamente in fase di progettazione al fine di evitare rotture dei fori del refrigerante nelle scanalature eliminando gli scarti.

Rettilineità del foro - Il "margine o area radiale" è la parte della punta effettivamente a contatto con il foro. Una punta a margine singolo (un margine per scanalatura) è preferibile per i materiali a truciolo lungo. Le punte a margine singolo offrono una distanza aggiuntiva in materiali con trucioli più lunghi, mentre una punta a doppio margine (due margini per scanalatura) offre un'eccellente rettilineità del foro rispetto a un trapano a margine singolo. Sebbene non siano così comuni, sono disponibili anche punte a doppio margine con un secondo margine flottante in cui è possibile raggiungere un compromesso in termini di rettilineità del foro e di eliminazione dei trucioli. Quindi, un maggior numero di margini aumenta la precisione pur mantenendo una rifinitura della superficie elevata ma limita la quantità di spazio dedicata all'eliminazione dei trucioli.
Il software ToolRoom di ANCA ha la capacità di produrre trapani a margine singolo, doppio e flottante.
20 gennaio 2020